
狄剑杰
(中石化股份有限公司金陵分公司)
摘 要:针对延迟焦化装置辐射进料泵串联机械密封故障率高的情况,对进料泵机封腔与机械密封结构分别进行分析。结合介质温度高、黏度大的特点,通过技术改造解决了进口辐射进料泵机械密封运行寿命短的问题,保证装置安全、稳定运行。
关键词:辐射进料泵;机封故障;机封腔;结构分析
前言
辐射进料泵是金陵石化公司185kt/a焦化装置的核心设备。常减压装置的减压塔底部抽出的渣油,经过换热器换热至320℃,由辐射进料泵输送至燃烧炉辐射室,再加热输送至焦炭塔。辐射进料泵自机封型式由单端面改为串联后,运行中泵出口侧机封道密封频繁出现泄漏故障,机封的使用寿命不超过3000h。由于介质黏度大、温度高,机封一旦出现泄漏故障,会污染装置现场且存在较大安全隐患,增加检维修费。
1.机泵结构及机封改造历史
辐射进料泵型号RON-D8X16,流量322m3/h,扬程400m,入口压力(0.15~0.42)MPa(表压);两级叶轮,首级叶轮为双吸结构,出口叶轮为封闭式单吸叶轮;机封腔设置有平衡管,接泵入口减压。
该泵出厂时机封为单端面波纹管机封,使用PLAN32+62冲洗方案。2012年,为满足中石化高温热油泵管理要求,提高机封的安全性及可靠性,改为串联式波纹管机械密封,使用PLAN32+53A冲洗方案。
2.密封失效原因分析
机封改为PLAN32+53A串联密封后,使用不到3000h,道密封泄漏,压力罐液位降低,故障出现在泵出口端侧密封,入口端未出现问题。解体失效机封,发现密封端面受损,有明显磨损痕迹。
在机泵运行中观察到,密封冲洗油压力表波动频繁,正常使用0.6MPa密封冲洗油,会间断性上升至(0.8-0.9)MPa,证明机封腔压力存在波动,导致封油压力低于机封腔压力,冲洗油无法注入机封腔,机封腔内无法稳定形成洁净、低温运行工况。端面在高温、粘稠、含焦粉等环境下运行,加剧机封损坏,使密封过早失效。
(1)机封结构分析
改造前机泵原装密封为约翰克兰的单端面波纹管机械密封,设计为PLAN32+PLAN62的冲洗方案,冲洗液压力为装置内80℃蜡油,压力为0.8MPa;PLAN62方案中静环座提供背冷的介质为160℃蒸汽(图1)。
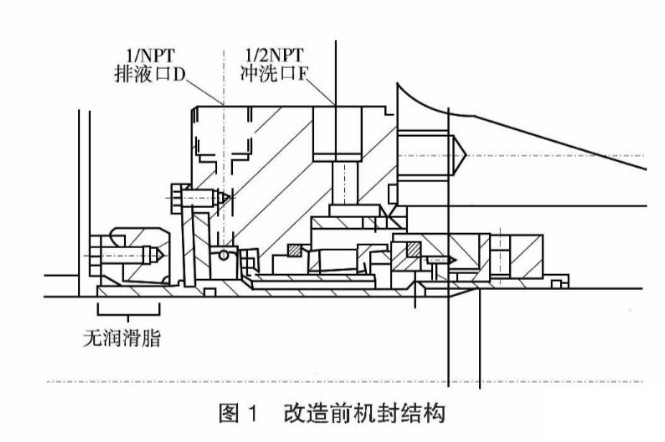
机封腔压力平衡设计有平衡孔与平衡管:一是机封腔上方设计有平衡管与泵入口相连;二是通过二级叶轮入口部位通过喉部衬套与泵体的径向节流作用,降低密封腔压力,保证冲洗液有一定流量进入机封腔,达到冲洗杂质、降低端面温度的目的。
改造后机封为串联式带压机封结构(图2),采用PLAN32+53A的冲洗方案。一级密封PLAN32在介质侧密封引入蜡油冲洗,给密封腔降温的同时防止高温介质中的焦粉进入密封端面。

二级密封PLAN53A方案在储罐内之间加入46#白油,储罐用中压氮气加压,保持储罐内隔离液压力高于密封腔压力(0.14~0.41)MP,隔离液通过热虹吸及二级机封泵送装置建立循环,通过储罐的冷却盘管从而抑制二级密封的温升[1]。
改造后串联式带压机封结构优点是:一旦一级密封失效发生泄漏,隔离液压力高于介质压力,隔离液会流向泵内,密封变为单端面密封,储罐低液位或低压报警,操作员有足够时间判断密封失效、采取措施;如果二级失效泄漏,隔离液泄漏到大气中,密封变为承受反压的单端面机封,不会发生介质泄漏。这时储罐低液位或压力报警,给操作员足够时间停泵切换。
密封改造后有以下区别:一是PLAN32+53A机封设计结构为内侧机封承受储罐内封液压力高于密封腔压力,不能承受密封腔压力高于储罐封液压力;二是考虑到在高温工况更加稳定,使用静止型波纹管机封,级端面距离冲洗液较单端面机封更远。
(2)离心泵结构影响分析
1)喉部衬套检查情况
首先要排除喉部衬套磨损导致机封腔压力过高的情况。因为介质经喉部衬套节流后压力依然较高,将直接导致密封腔压力过高,超过冲洗压力后渣油将倒窜人冲洗管路,冲洗液发挥不了冲洗冷却作用。检修时测量喉部衬套外径95.48mm,泵体内径96.05mm,间隙为0.57mm,均在标准范围内,且肉眼观察磨痕很少,所以排除喉部衬套磨损导致机封腔压力变高的因素(图3)。

2)离心泵机封腔结构分析
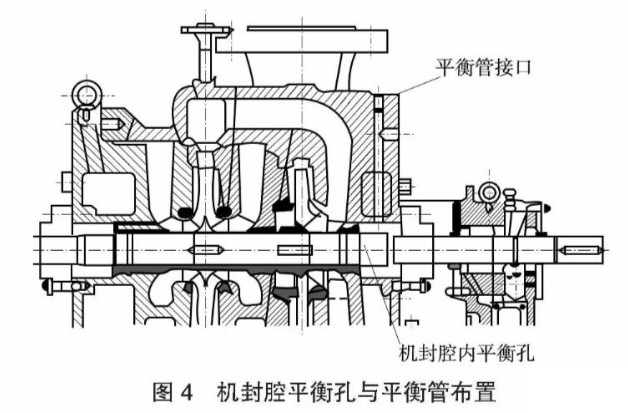
辐射进料泵为两级叶轮,首级叶轮为双吸结构,机封腔设置有平衡管回人口减压。机泵大修时检查机封腔发现,机封腔有一平衡冲洗孔由二级人口至机封腔,尺寸Φ5mm(图4),且平衡管开口在机封腔的正上方(图5)。

通过综合分析,得出以下结论:
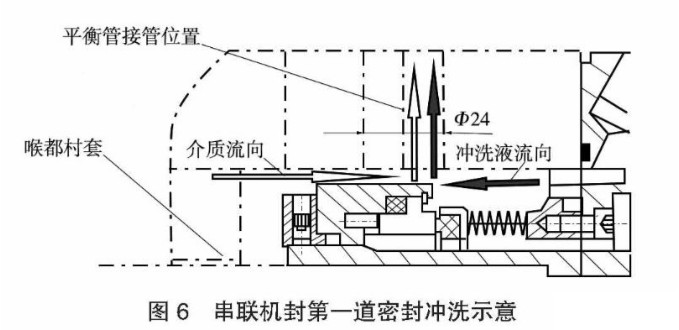
改造后的机封道密封端面在平衡管开口的正下方,导致PLAN32注入的冲洗液直接从平衡管排走,起不到冲洗与降温作用,且机封腔平衡孔大量的渣油进入 机封腔从平衡管循环流动,导致道密封运行环境非常恶劣,同时由于机泵运行工艺参数波动,大大影响道密封的运行压力,甚至导致反压(图6)。
而未改造前的单端面密封,由于密封较短、机封端面靠外侧远离高温介质,PLAN32冲洗不受平衡管处流体的影响,且单端面机封对机封腔压力变化不敏感,在保证冲洗通畅的基础上,机封运行良好。
3.机封改造方案
分析认为,故障主要原因是改造后机封与原机封腔不匹配、导致机封运行环境恶劣。因此,要从保证PLAN32冲洗液顺畅入手,保证道密封端面的运行环境。因为机泵机封腔平衡孔位置无法更改,只能改进机封设计,来保证道密封运行在设计环境下。
(1)机封增加节流环
道机封处增加节流环,以使得平衡管与PLAN32液体分离(图7),使得PLAN32冲洗液不受上方平衡管开口流体的影响,保证道密封的运行环境。为保证节流环对冲洗液没有节流效果,对节流环的尺寸进行了核算,保证道密封的冲洗液的流量。

PLAN32冲洗液F孔尺寸Φ10mm;面积78.5mm2;F孔处腰形状分布孔面积113.04mm2;节流环内径Φ129.5mm;密封动环座外径Φ128mm。故Z小环带面积为303.2mm2。
根据以上计算,从冲洗液F孔Φ10mm开始,面积逐渐增大,所以不存在节流情况。节流环设计可以保证冲洗液通畅流动。
(2)改变辅助系统参数
由原机封设计图纸机封腔压力波动范围为(0.15~0.8)MPa,因此适当提高PLA)32封油压力至0.9MPa,保证机封端面不受反压,增加53A氮气压力较冲洗液压力大(0.2~0.4)MPa。同时为更好地监控冲洗流量,保证冲洗正常,更换原冲洗液流量计,使得运行有效监控。
4.结语
研究机封失效现象,从机封结构与机泵构造2个方面进行原因分析,得出机封失效的根本原因。通过技术改造增加机封节流环,改造后冲洗蜡油能完全通过节流环对机封端面进行冲洗,保证密封端面在清洁、温度适宜的设计工况下运行。不仅延长了密封的使用寿命,有效缓解机封故障,而且提高平时操作和维护的安全系数,减轻对周围环境的污染,保证装置安稳长运行。
参考文献
[1]顾永泉.机械密封实用技术[M].北京:机械工业出版社,2001.
来源:《设备管理与维修》2018年

