
ÕıÊøæÍ£¨Õıæ¸Õ≈
’Î∂‘M1432ÕÚƒÐÕ‚‘≤ƒ•¥≤µƒ…∞¬÷÷˜÷·ªÿ◊™æ´∂»≤ª∏þ°¢æ´∂»±£≥÷–‘≤Ó°¢π ’œ¬ ∏þ°¢÷·≥–÷·Õþµ˜’˚¿ßƒ—°¢ π”√ Ÿ√¸µÕ“‘º∞ƒ—“‘¬˙◊„Ω¸ƒÍ¿¥∂‘≤˙∆∑∏þæ´∂»∫Õ∏þ–߬ …˙≤˙µƒ“™«Ûµ»Œ £¨‘À”√∂Øæ≤—㧧 ı∂‘…∞¬÷÷˜÷·÷ß≥–≤ø∑÷Ω¯––∏ƒ‘Ï£¨»°µ√∑«≥£∫√µƒ–ßπ˚°£
M1432ÕÚƒÐÕ‚‘≤ƒ•¥≤ «“ª÷÷”¶”√∑∂ŒßΩœπ„µƒ…˱∏£¨À¸ø…“‘ÕÍ≥…ƒ•œ˜π´≤Óµ»º∂Œ™IT5°´IT6π§º˛µƒÕ‚‘≤∫Õƒ⁄ø◊µƒº”π§π§–Ú°£ƒ•¥≤µƒ÷˜“™≤øº˛ «ƒ•Õ∑£¨∂¯ƒ•Õ∑÷–µƒ…∞¬÷÷˜÷·º∞∆‰÷ß≥–≤ø∑÷Ω´÷±Ω””∞œÏƒ•œ˜º˛µƒº”π§æ´∂»∫Õ±Ì√Ê¥÷≤⁄∂»£¨ «ƒ•Õ∑≤øº˛÷–µƒπÿº¸≤ø∑÷°£
1.Œ µƒÃ·≥ˆ
Õº1À˘ 挙ƒ•Õ∑Ω·ππÕº£¨ƒ•Õ∑÷˜÷·µƒ«∞∫Ûæ∂œÚ÷ß≥–æ˘≤…”√œýÕ¨Ω·π𵃓∂û˝Õþ” Ωµƒ∂Ø—πª¨∂Ø÷·≥–°£√ø“ª∏ˆª¨∂Ø÷·≥–”…»˝øÈ…»–Œ÷·Õþ◊È≥…°£√øøÈ÷·Õþ∂º÷ß≥–‘⁄«Ú√Ê÷ß≥–¬ð∂§µƒ«Ú√Ê…œ°£µ˜Ω⁄«Ú√Ê÷ß≥–¬ð∂§µƒŒª÷√£¨º¥ø…µ˜’˚÷·≥–µƒº‰œ∂£®Õ®≥£º‰œ∂Œ™0.015°´0.025mm£©°£÷·≥–‘⁄∆‰π§◊˜π˝≥Ã÷–Ω´–Œ≥…—π¡¶”Õƒ§≥ œ÷“∫ö≤¡π§◊˜◊¥Ã¨°£∂Ø—π–Õ“∫ê¨∂Ø÷·≥–µƒ”Õƒ§—π¡¶–Œ≥…‘≠¿Ì»ÁÕº2À˘ æ°£


µ±÷˜÷·Õ£÷π≤ª◊™ ±£¨ ”…”⁄÷˜÷·±æ…Ì÷ ¡øµƒ‘µπ £¨÷·”Î÷·ÕþΩ Ù±Ì√Ê÷±Ω”Ω”¥•≤¢–Œ≥…–®–Œ∑Ïœ∂°£µ±÷˜÷·–˝◊™∫Û£¨÷·∞—Œ¸∏Ω‘⁄÷·æ±±Ì√ʵƒ”Õ“∫£¨¥¯µΩ÷·æ±∫Õ÷·Õþƒ⁄±Ì√Ê÷ƺ‰µƒ–®–Œ∑Ïœ∂÷–£¨–®∑Ï”…¥Û±‰–°£¨ π”Õ“∫ ÐµΩº∑—𣨖Œ≥…”Õƒ§—π¡¶£®ªÚ≥∆—π¡¶”Õ–®£©°£µ±÷·µƒ◊™ÀŸ‘Ω∏þ£¨”Õ“∫‘⁄–®–Œœ∂∑Ï÷–±ªº∑—𵃑ΩΩÙ£¨”Õƒ§—π¡¶“≤æÕ‘Ω∏þ£¨÷˜÷·÷––ƒ‘ΩΩ”Ω¸”⁄÷·≥–ø◊µƒ÷––ƒ°£
∂û˝Õþ÷·≥– «∂Ø—π–Õ“∫ê¨∂Ø÷·≥–°£µ±…∞¬÷÷˜÷·–˝◊™∫Û£¨»˝øÈ÷·Õþ∏˜◊‘‘⁄∆‰«Ú√ʬð∂§µƒ«ÚÕ∑…œ∞⁄∂صΩ∆Ω∫‚Œª÷√£¨–Œ≥…»˝∏ˆ–®–Œ∑Ïœ∂£¨”⁄ «±„–Œ≥…»˝∏ˆ—π¡¶”Õ–®°£”…”⁄…∞¬÷µƒ÷˜÷·◊™ÀŸΩœ∏þ£¨À˘“‘”Õ–®µƒ◊˜”√¡¶∫Ð¥Û£¨Ω´÷˜÷·∏°∆‘⁄»˝øÈ÷·Õþ÷ƺ‰°£µ±…∞¬÷÷˜÷· еΩÕ‚ΩÁ‘ÿ∫…∂¯≤˙…˙æ∂œÚ∆´“∆ ±£¨ ‘⁄∆´“∆∑ΩœÚ¥¶”Õ–®∑Ïœ∂±‰–°£¨”Õƒ§—π¡¶…˝∏þ£¨∂¯‘⁄œý∑¥∑ΩœÚµƒ”Õ–®∑Ïœ∂‘ˆ¥Û£¨”Õƒ§—π¡¶ºı–°£¨”⁄ «£¨±„≤˙…˙¡À“ª∏ˆ π…∞¬÷÷˜÷·ª÷∏¥µΩ‘≠÷––ƒŒª÷√µƒ«˜ ∆°£“Ú¥À£¨’‚÷÷∂û˝ÕþÀ´œÚ◊‘∂®Œªµƒ∂ý”Õ–®ª¨∂Ø÷·≥–µƒªÿ◊™æ´∂»∫Õ∏’∂»£¨ ±»∆’Õ®µƒµ•”Õ–®ª¨∂Ø÷·≥–∏þ°£
2.∏ƒ‘ϵƒ‘≠“Ú
¥”∂Ø—π÷·≥–µƒπ§◊˜‘≠¿Ìø…“‘ø¥≥ˆ£¨ ÷·≥–±ÿ–Α⁄“ª∂®µƒ◊™ÀŸÃıº˛œ¬£¨ ≤≈ƒÐ–Œ≥…“∫ö≤¡£®—π¡¶”Õƒ§£©°£µ±÷˜÷·¥¶”⁄∆∂Ø∫ÕÕ£÷πŒª÷√À≤º‰ ±£¨≤ªƒÐ≤˙…˙”Õƒ§»Ûª¨£¨ ÷˜÷·”Î÷·≥–Ω Ù±Ì√ÊΩ´÷±Ω”Ω”¥•–Œ≥…∏…ƒ¶≤¡£¨ ‘Ï≥…÷ß≥–≤ø∑÷µƒƒ•À°£M1432ƒ•¥≤ «20 ¿ºÕ∆þ∞À ƃͥ˙µƒ≤˙∆∑£¨ π”√ ±º‰Ωœ≥§£¨Ω´‘Ï≥…ƒ•¥≤÷˜÷·÷·≥–ƒ•À—œ÷ÿ£¨÷˜÷·”Î÷·≥–÷ƺ‰µƒº‰œ∂‘ˆ¥Û£¨ ÷˜÷·µƒæ∂œÚï∂Ø≥¨≤Ó£¨÷·æ±”Î÷·≥–±Ì√Ê¥÷≤⁄∂»÷µº”¥Û£¨∆‰±Ì√Ê–Œ◊¥“≤Ω´∑¢…˙±‰ªØ£¨ π∆‰ ß»•‘≠”–µƒæ´∂»°£À‰»ªø…“‘≤…»°πŒ—–°¢µ˜’˚º‰œ∂°¢∂∆∏ı°¢≥¨æ´ƒ•ªÚ—–ƒ•÷˜÷·æ±º∞πŒ—–œ‰ÃÂø◊µ»¥Î ©°£µ´ «∑—π§∑— ±£¨Õ¨—˘µƒπ ’œªπª·æ≠≥£∑¢…˙°£√ø“ª¥Œ…∞¬÷÷˜÷·≤øº˛–Þ∏¥£¨ƒ•¥≤µƒæ´∂»∂º”–≤ªÕ¨≥Ã∂»µƒÀ∫¶°£¥ÀÕ‚£¨Œ™¡À±£÷§…∞¬÷÷˜÷·‘À◊™∆ΩŒ»£¨√ø¥Œ–Þ∏¥∫Û∂º±ÿ–ÎΩ´◊∞‘⁄÷˜÷·…œµƒ¡„º˛æ≠π˝◊–œ∏∆Ω∫‚£®Ãÿ± «…∞¬÷£©£¨»ª∫Û≤≈ƒÐΩ´À¸√«◊∞µΩ÷˜÷·…œ£¨…∞¬÷÷˜÷·µƒµ˜’˚π˝≥à «±»Ωœ∑±Àˆµƒ°£∂¯∂‘”⁄ƒ«–©”…”⁄Œ¬…˝π˝∏þ‘Ï≥…«¶»€ªØŒˆ≥ˆ£¨ π÷·Õþ±Ì√ʱ‰∫⁄«“”––Ì∂ýŒ¢ø◊µƒ÷·Õþ“‘º∞÷·Õþ±Ì√Ê≤ª «“ÚŒ™ƒ¶≤¡≤˙…˙µƒ∑«œ∏Àø◊¥ƒ•∫€µ»»±œðµƒ¡„≤øº˛£¨±ÿ–ÎΩ¯––∏¸ªª¥¶¿Ì°£Ãÿ± «∂Ø—π÷·≥–∆∂Ø¡¶æÿ¥Û£¨÷˜÷·÷·–ƒΩ´ÀÊ◊≈Õ‚∏∫‘ÿ∫Õ◊™ÀŸµ»π§◊˜Ãıº˛±‰ªØ∂¯±‰ªØ£¨∆‰–˝◊™æ´∂»∫ÕŒ»∂®–‘”–“ª∂®µƒœÞ÷∆£¨¬˙◊„≤ª¡Àµ±ΩÒÀÊ◊≈≤˙∆∑æ´∂»“™«Û÷∏þ∫Ֆ߬ ÷∏þµƒ…˙≤˙–Ë«Û°£
3.∑Ω∞∏µƒ»∑∂®
’Î∂‘M1432ƒ•¥≤÷–µƒƒ•Õ∑÷˜÷·≤ø∑÷À˘¥Ê‘⁄µƒŒ £¨æˆ∂®∂‘‘≠÷˜÷·÷ß≥–œµÕ≥Ω¯––∏ƒ‘Ï°£”¶”√÷–∫Ω…Ë±∏—–÷∆≥ß…˙≤˙µƒWMB–Õ∂Øæ≤—πªÏ∫œª¨∂Ø÷·≥–°¢≈‰Ã◊Õ‚ƒ•◊Ⱥ˛∫Õπ©”Õ◊∞÷√£¨»°¥˙‘≠÷ß≥–œµÕ≥÷–µƒ∂Ø—π∂û˝Õþ÷·≥–Ω·ππ°£∏ƒ‘Ï∫Ûµƒƒ•Õ∑Ω·ππ»ÁÕº3À˘ æ°£
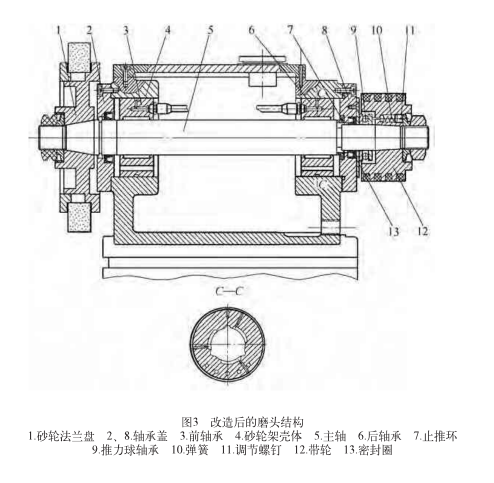
WMB–Õ∂Øæ≤—πªÏ∫œª¨∂Ø÷·≥–º»◊€∫œ¡À“∫ÃÂ∂Ø—π÷·≥–∫Õ“∫ÃÂæ≤—π÷·≥–µƒ”≈µ„£¨”÷øÀ∑˛¡À∏˜◊‘»±µ„µƒ“ª÷÷–¬–Õª¨∂Ø÷·≥–°£À¸≤…”√ø◊ Ωπ©”Õ∫Õ≤ªµ»øÌΩ◊Ãð∑‚”Õ±þµƒ«≥«ªΩ·ππ£¨Ω´∂Ø—π÷·≥–∫Õæ≤—π÷·≥–π§◊˜‘≠¿ÌΩ¯––µ˛º”£¨∞—“∫ÃÂæ≤—π÷·≥–µƒ…Ó”Õ«ª…˺∆≥…÷ª «÷·≥–∞Îæ∂º‰œ∂µƒ1°´2±∂µƒ«≥«ª£¨Õ®π˝∏þ—π”Õ∫Û£¨¿˚”√«≥«ªΩ⁄¡˜∆˜µƒ‘≠¿Ì£¨ π—π¡¶”ÕΩ¯»Î”Õ«ª÷–≤˙…˙◊„πª¥Ûµƒæ≤—π≥–‘ÿ¡¶£¨Ω´÷˜÷·–¸∏°‘⁄∏þ—π”Õƒ§÷–º‰£¨¥”∂¯∆∂Ø¡¶æÿ–°°¢ŒÞª˙–µƒ•À£¨øÀ∑˛¡À“∫ÃÂ∂Ø—π÷·≥–∆∂Ø∫ÕÕ£÷π ±≥ˆœ÷?∏…ƒ•≤¡‘Ï≥…÷·”Î÷·≥–ƒ•Àµƒœ÷œÛ£¨Ã·∏þ¡À÷˜÷·µƒ π”√ Ÿ√¸?æ´∂»±£≥÷–‘£ª÷˜÷·◊™∂Ø∫Û£¨«≥«ª”Î∑‚”Õ√ʺ‰”÷ππ≥…¡ÀΩ◊Ã𖌖®–ŒΩ·π𣨑⁄æ≤—π≥–‘ÿ¡¶µƒª˘¥°…œ”÷µ˛º”¡À∂Ø—π≥–‘ÿ¡¶£¨‘⁄÷˜÷·–˝◊™∫Û”Õ«ª—π¡¶±Ì—π¡¶ø…¥Ô196°´245N/cm2£¨≥–‘ÿƒÐ¡¶∫Õ∏’∂»±»÷˜÷·–˝◊™«∞µƒ—π¡¶Ã·∏þ4±∂“‘…œ°£”…”⁄WMB–Õ∂Øæ≤—πªÏ∫œª¨∂Ø÷·≥– π∆‰÷˜÷· º÷’¥¶”⁄–¸∏°◊¥Ã¨œ¬π§◊˜£¨“Ú∂¯æþ”–∫Ð∏þµƒ–˝◊™æ´∂»∫Õ‘À◊™∆ΩŒ»–‘°£∂¯÷·≥–µƒΩ⁄¡˜∆˜ «”…÷˜÷·∫Õ÷·≥–±Ì√Êππ≥…£¨÷˜÷· «◊™∂صƒ£¨¥”∂¯øÀ∑˛¡ÀΩ⁄¡˜∆˜“◊∂¬»˚µƒ»±µ„°£
4.∑Ω∞∏ µ ©
£®1£©÷˜÷·œ‰ÃÂ÷·≥–◊˘ø◊µƒ—–ƒ•°£ºÏ≤‚œ‰ÃÂ÷·≥–◊˘ø◊£¨ ≈‰ƒ•—–ƒ•–ƒ∞Ù°£∂‘÷˜÷·œ‰ÃÂ…œµƒ∂˛÷·≥–◊˘ø◊Ω¯––—–ƒ•°£—–ƒ•–ƒ∞Ù‘⁄—–ƒ• ±”¶”Îœ‰ÃÂ¥π÷±£¨ “‘√‚–ƒ∞Ùµƒ÷ ¡ø”∞œÏ¡Àø◊µƒ‘≤÷˘∂»£¨ æ´—–∫Û π∆‰Õ¨÷·∂»∫Õ‘≤∂»≤ª¥Û”⁄0.003mm£¨±Ì√Ê¥÷≤⁄∂»÷µRa=0.4μm°£
£®2£©≈‰ƒ•÷·≥–°£≤‚¡ø÷·≥–ƒ⁄ø◊£¨≈‰ƒ•1:10 000≥§250°´300mmµƒ◊∂∂»–ƒ÷·£¨–ƒ÷·µƒ÷––ƒø◊“™—–ƒ•∫√°£»ª∫Û≈‰ƒ•÷·≥–Õ‚æ∂£¨ π÷·≥–◊˘ø◊”Î÷·≥–Õ‚‘≤÷ƺ‰µƒº‰œ∂‘⁄0.005°´0.008mm£¨”√ ÷∞—÷·≥–Õ∆»ÎµΩœ‰ÃÂ◊˘ø◊÷–1/2“‘…œ≥§∂»£¨µ´≤ª“™≥¨π˝3/4Œ™“À°£
£®3£©—–ƒ•÷·≥–ƒ⁄ø◊°£¡Ω÷·≥–◊∞»Îœ‰ÃÂ∫Û£¨‘Ÿ”√–ƒ÷·—–ƒ•¡Ω÷·≥–ƒ⁄ø◊£¨ π∆‰Õ¨÷·∂»∫Õ‘≤∂»≤ª¥Û”⁄0.003mm£¨—–ƒ•¡ø≤ª≥¨π˝0.01mm°£—–ƒ•ÕÍ÷·≥–ƒ⁄ø◊∫Û£¨“™”√95%√∫”Õ∫Õ5%µƒ÷˜÷·”ÕªÏ∫œ“∫Ω¯––«Âœ¥°£
£®4£©÷˜÷·–Þ≈‰°£»Ù÷˜÷·”–—–…À°¢ªÆ∫€º∞‘≤∂»ŒÛ≤Óµ»«·∂»»±œð ±£¨∂‘∆‰Ω¯––≈◊π‚—–ƒ•¥¶¿Ì£®»Ù—–…À—œ÷ÿªÚ”–¡—Œ∆£¨”¶∏¸ªª÷˜÷·£©£∫¢Ÿ–Þƒ•÷˜÷·¡Ω∂À÷––ƒø◊£¨ºÏ—È∆‰◊∂√Êï∂Ø£¨Ã¯∂Ø÷µ”¶–°”⁄0.005mm°£¢⁄“‘÷·≥–ƒ⁄ø◊Œ™ª˘◊º≈‰ƒ•÷˜÷·£¨ π∆‰º‰œ∂¥¶”⁄0.025°´0.03mm£¨¡Ω÷·æ±‘≤∂»°¢Õ¨÷·∂»∫Õ‘≤÷˘∂»æ˘≤ªµ√¥Û”⁄0.003mm£¨Ra=0.16μm°£
£®5£©≈‰÷√“∫—πœµÕ≥£®º˚Õº4£©°£¿˚”√‘≠÷˜÷·œ‰Ãƒ⁄«ª◊˜Œ™∂Øæ≤—πªÏ∫œª¨∂Ø÷·≥–“∫—πœµÕ≥µƒ”Õ≥ÿ£¨≤…”√÷·≥–”Îπ©”ÕºØ≥…ÃÂ≈‰Ã◊ π”√µƒ∑Ω Ω°£”Õ≥ÿ÷–µƒ”Õ“∫æ≠π˝¡Ω¥Œ¥÷°¢æ´¬À”Õ∆˜µƒπ˝¬ÀΩ¯»Î¡Ω∏ˆ÷·≥–”Õ«ªƒ⁄£¨≤¢–Œ≥…—π¡¶”Õƒ§°£Ω´÷˜÷·”Î÷·≥–∏Ùø™°£“∫—πœµÕ≥÷–µƒ—π¡¶ºÃµÁ∆˜µƒ◊˜”√ « πµ√÷˜÷·µÁ∂ت˙‘⁄“∫—πœµÕ≥Œ¥¥ÔµΩπÊ∂®—π¡¶ ±£¨≤ªƒÐ∆∂Ø‘À––°£

£®6£©◊∞≈‰«∞µƒ«Âœ¥°£∞¥π©”Õ◊∞÷√Àµ√˜ ȵƒ“™«ÛΩ¯––«Âœ¥£¨÷˜÷·÷·≥–◊∞≈‰«∞∂‘À˘”–µƒπÐΩ”Õ∑°¢¡„º˛”√√∫”Õ«Âœ¥∏…檣¨◊∞∫√π©”Õ◊∞÷√∫Û£¨º”»Î95%√∫”Õ∫Õ5%ª˙”Õ£¨ø™±√≥Âœ¥20min◊Û”“£¨ÀÊ∫ÛΩ”Õ®÷·≥–Ω¯”ÕΩ”Õ∑£¨ø™±√≥Âœ¥1h°£◊∞»Î÷˜÷·∫Û÷ÿ–¬º”»Î÷˜÷·”Õ°£
£®7£©÷˜÷·‘À––µ˜ ‘°£Ω”Õ®÷˜÷·”Õ≥ÿ£¨ µ˜’˚π©”Õ—π¡¶‘⁄1.2 °´1.4MPa£¨¥À ±÷·≥–”Õ«ªµƒæ≤—π¡¶‘⁄0.7MPa◊Û”“£¨÷˜÷·”¶ƒÐÀʔՓ∫µƒ—≠ª∑∂¯≤˙…˙«·øϵƒ◊‘◊™£¨◊‘◊™1h∫یޓÏ≥££¨‘Ÿ◊∞…œ∆§¥¯∆∂Ø…∞¬÷µÁ∂ت˙£¨”Õ«ªµƒ—π¡¶”¶Œ™æ≤—π¡¶µƒ2°´3±∂£¨‘Ÿ‘À––2.5h◊Û”“£¨π€≤Ï÷·≥–—π¡¶”¶‘⁄‘ –Ì∑∂Œßƒ⁄º¥Œ™’˝≥£°£
5.Ω·”Ô
æ≠π˝∏ƒ‘Ï∫Ûµƒ÷˜÷·÷·≥–œµÕ≥£¨‘À––◊¥øˆ¡º∫√£¨÷˜÷·‘⁄π§◊˜µƒπ˝≥Ã÷–£¨º∏∫ı√ª”–ƒ•À£¨ª˙¥≤µƒæ´∂»±£≥÷–‘¡º∫√£¨π§º˛µƒº”π§æ´∂»Ã·∏þ2°´3±∂£¨≥–‘ÿƒÐ¡¶¥Û∑˘∂»Ã·∏þ£¨ø…º”¥Ûƒ•œ˜…Ó∂»£¨Ã·∏þπ¶–ß3±∂◊Û”“£¨ø…“‘ ”¶ƒø«∞–¬≤˙∆∑∂‘”⁄º”π§æ´∂»∫Õ÷ ¡øµƒ–Ë«Û£¨…˱∏µƒŒ¨–Þ∑Ω±„£¨”…”⁄÷˜÷·”Î÷·Õþ≤ª“◊ƒ•À£¨ πµ√ƒ•¥≤µƒ π”√ Ÿ√¸“≤µ√“‘÷…˝°£
±æŒƒ∑¢±Ì”⁄°∂Ω Ùº”𧣮¿‰º”𧣩°∑ °£Ω Ùº”π§∞Ê»®À˘”–°£

