
НхЗ°ЎЎє«ВЧЅЬ
ЈЁёЦМъСРѕїЧЬФє»Є¶«·ЦФєЈ¬ЅЛХ »ґ°І 223001Ј©
ХЄЎЎТЄЈє¶ФДіМШёЦEAF-LF-VD-CCБчіМµДЙъІъјјКхЅшРРСРѕїЈ¬НЁ№эІЙИЎМбёЯµзВЇіцёЦМјЎўѕ«Б¶ёЯјо¶ИВЇФьЎўVDВЇХжїХНСЖшЎўБ¬Цэ±Ј»¤ЅЅЦэЎўёЦЛ®№эИИ¶ИїШЦЖЎўФюёЦјУИИ№¤ТХЎў»єА乤ТХїШЦЖµИґлК©єуЈ¬КµПЦБЛёЯЅаѕ»GCr15ЦбіРёЦµДОИ¶ЁЙъІъЎЈёЦЦРСхє¬БїОИ¶ЁїШЦЖФЪ2~7×10-6Ц®јдЈ¬ёЦЦР[H]<1×10-6Ј¬ёЦЦР[N]<50×10-6Ј¬ёЦЦРTiФЄЛШє¬Бї<30×10-6Ј¬ёЦЦР·ЗЅрКфјРФУОпїШЦЖТІґпµЅёЯЅаѕ»¶ИЦбіРёЦµДЦКБїТЄЗуЈ¬ОЄ№ъДЪН¬АаµзВЇ№¤ТХЙъІъёЯЖ·ЦКЦбіРёЦМṩБЛ±¦№уѕСйЎЈ
№ШјьґКЈєёЯЅаѕ»Ј»GCr15ЦбіРёЦЈ»Схє¬БїЈ»·ЗЅрКфјРФУОп
1ЎЎТэСФ
ЦбіРёЦЦчТЄУГУЪЦЖФмёчЦЦІ»Н¬»·ѕіЦР№¤ЧчµДёчАа№ц¶ЇЦбіРМЧИ¦єН№ц¶ЇМеЈ¬МЧИ¦Ул№ц¶ЇМеЦ®јдіКµгєНПЯЅУґҐЈ¬іРКЬЧЕјЇЦРЅ»±дФШєЙЈ¬¶ФЖЈАНЗї¶ИЎўЗь·юЗї¶ИЎўИНРФЎўДНДҐРФЎўУІ¶Иј°ї№ёЇКґДЬБ¦ѕщУРєЬёЯµДТЄЗу[1]ЎЈДїЗ°К№УГZ№г·єµДИФКЗТФGCr15ОЄґъ±нµДёЯМјёхЦбіРёЦЈ¬євБїЦбіРёЦЦКБїµДЦчТЄ±кЧјКЗЖдЖЈАНКЩГьµДёЯµНЈ¬ЦбіРЖЈАНКЩГьіэУлЖдЅб№№єНёєФШУР№ШНвЈ¬ФЪєЬґуіМ¶ИЙПИЎѕцУЪЛщУГёЦІДЦКБїµДєГ»µ[2]ЎЈ¶шёЦІДЦКБїµДєГ»µУЦЙжј°µЅТ±Б¶ЎўЦэФмєНИИґ¦АнµДёчёц·ЅГжЈ¬ЖдЦРУлТ±Б¶УР№ШЦчТЄКЗёЦЦРјРФУОпµДЧйіЙєН·ЦІјЧґМ¬ЎЈёЦµДЅаѕ»¶ИєНДНУГКЩГьУРЧЕєЬГЬЗРµД№ШПµЈ¬ТтґЛ¶ФёЦЦРЖшМеєНјРФУОпµДє¬БїТЄЗуєЬСПЎЈ
ДіМШёЦ№«ЛѕІЙУГEBTµзВЇ-LFВЇѕ«Б¶-VDХжїХґ¦Ан-Б¬ЦэБчіМЙъІъёЯЅаѕ»¶ИЦбіРёЦЈ¬ОЄїШЦЖёЦЦРИ«Схє¬БїЎўЖшМеє¬БїєНјРФУОпј¶±рЈ¬ФЪµзВЇЦХµгїШЦЖЎўLFѕ«Б¶№¤ТХЎўХжїХґ¦АнєНБ¬Цэ±Ј»¤ЅЅЦэµИ№¤ТХЅшРРБЛСРѕїєНМЅЛчЈ¬ЙъІъµДЦбіРёЦФЪЅаѕ»¶И·ЅГжИЎµГПФЦшіЙР§Ј¬±ѕОДЦчТЄЅйЙЬДіМШёЦ№«ЛѕЙъІъёЯЅаѕ»¶ИЦбіРёЦGCr15µДЙъІъКµјщЗйїцЎЈ
2ЎЎЦчТЄјјКхТЄЗу
2.1»ЇС§іЙ·Ц
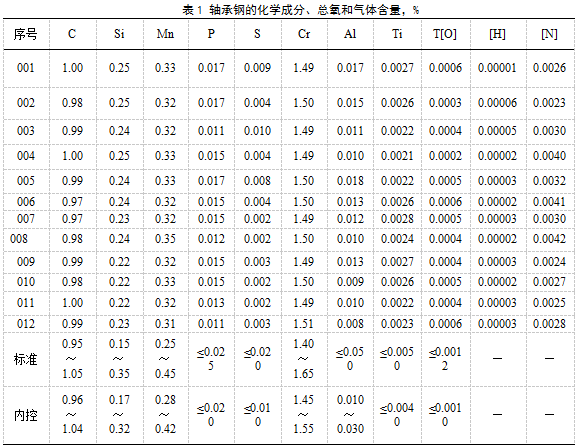
ЙъІъёЯЅаѕ»¶ИЦбіРёЦ»ЇС§іЙ·ЦИз±н1ЛщКѕЎЈ
2.2ЖшМеє¬БїєНµН±¶ЧйЦЇ
ФЪБ¬ЦэЕч»тёЦІДЙПИЎСщ·ЦОцЈ¬ТЄЗуСхє¬Бї≤12×10-6ЎЈёЦІДКФСщѕЛбЅюєуЈ¬У¦ОЮЛхїЧЎўБСОЖЎўЖ¤ПВЖшЕЭЎў°ЧµгЎў№эЙХБСОЖј°УРє¦јРФУОпЎЈµН±¶ЧйЦЇєНёЯ±¶ЈЁјРФУОпј¶±рЈ¬НСМјІг°ВКПМеѕ§БЈ¶ИЈ©јмСйѕщ°ґGB/T18254-2016ЖА¶ЁЈ¬єПёсј¶±р·ыєП±н2№ж¶ЁЎЈ

2.3№¤ТХБчіМ
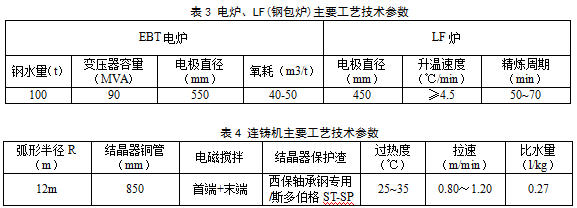
ЦбіРёЦµДЙъІъ№¤ТХБчіМОЄЈєµзВЇàLFѕ«Б¶àVDХжїХґ¦Анà160×225mm2Б¬ЦэЕчàИлїУ»єАд—ФюІД—ѕ«Хы—јмСй—ИлївЎЈЦчТЄ№¤ТХІОКэјы±н3єН±н4ЎЈ
3ЎЎёЯЅаѕ»ЦбіРёЦЙъІъКµјщ
3.1µзВЇЦХµг[C]є¬БїїШЦЖ
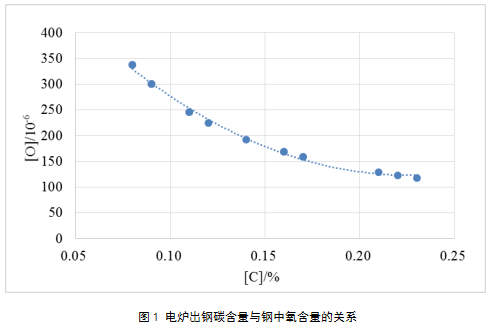
ЙъІъКэѕЭНіјЖЅб№ы±нГчЈєµзВЇЦХµг[C]·[O]=0.0027Ў«0.0035ЎЈёЯЅаѕ»ЦбіРёЦЙъІъК±ТЄЗуµзВЇЦХµг[C]≥0.08%Ј¬ЙъІъКµјщЦРµзВЇіцёЦ[C]Т»°гїШЦЖФЪ0.08~0.22%Ц®јдЈ¬ёЦЦРСхє¬БїІЁ¶ЇФЪ122.7~437.5×10-6ЎЈіцёЦМјёЯЈ¬ёЦЛ®Схє¬БїПа¶ФЅПµНЈ¬ФтНССхјБјУИлБїЅ«јхЙЩЈ¬ІъЙъјРФУОпЧЬБїТІЅ«јхЙЩЈ¬УРАыУЪїШЦЖёЦЛ®Ѕаѕ»¶ИЎЈТтґЛФЪµзВЇТ±Б¶ЦбіРёЦ№эіМЦРЈ¬Ѕ«[C]їШЦЖФЪ0.08%ТФЙПЈ¬јхЙЩВБНССхК±ґуБїAl2O3јРФУОпµДЙъіЙЈ¬НССхУГµДВБФЪМнјУНкФцМјјБєуФЩјУИлЈ¬ЖдјУИлБїёщѕЭМјє¬БїИ·¶ЁЈ¬јхЙЩНССхіхЖЪAl2O3јРФУОпµДЙъіЙБїЎЈ
3.2 LFѕ«Б¶№¤ТХ
LFѕ«Б¶№эіМНЁ№эїШЦЖёЦФьµДјо¶ИЎўСх»ЇРФј°ёЦЦРµДЛбИЬВБє¬БїЈ¬ТФЅµµНёЦЦРСхє¬БїЎЈЅ«ЦбіРёЦВЇФьјо¶ИїШЦЖФЪєПАнµД·¶О§ДЪїЙЅµµНёЦЦРСхє¬БїЎўУРАыУЪНСБтЈ¬µ«№эёЯµДВЇФьјо¶ИУЦ»бФцјУDАајРФУОпє¬БїЈ¬НЁ№эКФСй¶Ф±ИІ»Н¬і§јТµДѕ«Б¶ФьЈ¬ZЦХИ·¶ЁБЛёЯјо¶ИЎўµНИЫµгЎўБч¶ЇРФєГЎўОьёЅјРФУОпДЬБ¦ЗїµДёЯјо¶Иѕ«Б¶ФьЈ¬ІўФЪLFѕ«Б¶№¤О»Ѕ«ѕ«Б¶ФьµДјо¶ИїШЦЖ4~8Ј¬LFѕ«Б¶№эіМЦХФьіЙ·Цјы±н5ЎЈ

Н¬К±Ј¬ёщѕЭЅшХѕёЦЛ®іЙ·ЦКµРРТ»ґОІ№ВБЈ¬СПЅы¶юґОІ№ВБЈ¬їШЦЖіЙЖ·ЛбИЬВБДї±кЦµОЄ0.015%Ј»?°ьµЅ№¤О»єуКЧПИЅшРРА©ЙўНССхЈ¬ІўёщѕЭФьїцІ№јУККБїКЇ»Т»тУ©КЇЈ¬їШЦЖЦХФьЦРωЈЁFeO+MnOЈ©≤1.0%ЎЈ
LFѕ«Б¶З°ЖЪґуµзБчВс»ЎІЩЧчЈ¬±ЈЦ¤ВЇФь·ўЕЭР§№ыєГЈ¬К№µГёЦЛ®ОВ¶ИєНВЇФьОВ¶ИДЬ№»СёЛЩМбЙэЈ¬УРАыУЪНССхНСБт·ґУ¦µДЅшРРєНјРФУОпµДИҐіэЈ¬ЛНµзК±їШЦЖлІЖшБчБї400~600 L/minЈ»ёщѕЭТ»ґОСщёЦЛ®іЙ·ЦІ№јУєПЅрј°ЕдМјЈ¬И»єу±ЈЦ¤ёЦТєІ»ВгВ¶Ј¬їШЦЖлІЖшБчБї300~400 L/minЈ¬ИЎLF№¤О»µЪ¶юґОСщєу±ЈіЦ°ЧФьІЩЧчЎЈёщѕЭLF№¤О»µЪ¶юґОСщёЦЛ®іЙ·ЦЈ¬ЅшРРёЦЛ®іЙ·ЦОўµчЈ¬ТФВъЧгёЦЛ®ХіЙ·ЦµДїШЦЖТЄЗуЈ¬УРАыУЪёЦЦЦРФДЬµДОИ¶ЁЎЈ
3.3 VDХжїХґ¦Ан№¤ТХ
ІЙУГЙоХжїХ¶ФёЦТєЅшРРНСЖшґ¦АнЈ¬¶ФёЦТєЦРµДµЄЎўЗвЅшРРНСіэЈ¬Н¬К±ІЙУГХжїХПВґµлІЅБ°иК№ёЦФьЦРµДСх»ЇРФЅшТ»ІЅЅµµНЈ¬ґпµЅЅµµНЦбіРёЦЦРµНЖшМеє¬БїµДДїµДЎЈЙоХжїХЈЁЈј67PaЈ©К±јдІ»µНУЪ15 minЈ¬ЅшРРИнґµЈЁ≥15minЈ©Ј¬ИнґµУ¦ґпµЅФьГжОў¶Їµ«І»ВгВ¶ёЦЛ®ЎЈ
3.4Б¬Цэ№¤ТХ
ЦбіРёЦѕѕ«Б¶ґ¦АнєуЈ¬ёЦЦРµДСхє¬БїТСѕ·ЗіЈµНЈ¬ЅЅЦэК±ІЙУГ±Ј»¤ЅЅЦэЈ¬ФЪґу°ьі¤Л®їЪБ¬ЅУґ¦ІЙУГлІЖш±Ј»¤Ј¬ЦРјд°ьІЙУГХыМеЅюИлКЅЛ®їЪЈ¬ТФ·АЦ№¶юґОСх»ЇЎЈН¬К±їШЦЖ№эИИ¶ИІ»і¬№э30ЎжЈ¬µН№эИИ¶ИУлАЛЩєПАнЖҐЕдЈ¬Ѕбѕ§ЖчµзґЕЅБ°иУлД©¶ЛµзґЕЅБ°иід·ЦАыУГЈ¬МбёЯБЛµИЦбѕ§ВКЈ¬Н¬К±±ЬГвЦэЕчЦРМјµДСПЦШЖ«ОцЈ¬ёДЙЖЦэЕчµДДЪІїЦКБїЎЈТФј°И«ІїІЙИЎєм°ьЦЬЧЄµИґлК©Ј¬ И·±ЈЦРјд°ьОВ¶ИІЁ¶ЇРЎЈ¬їШЦЖБ¬Цэ№эіМТєГжІЁ¶ЇФЪ±3mmТФДЪЈ¬АЛЩ±ЈіЦєг¶ЁЈ¬¶ЕѕшѕнФьПЦПуЎЈёЦЕчИ«ІїїУКЅ»єАдЈ¬СПёсїШЦЖЅµОВЛЩВКєНіцїУОВ¶ИЎЈ
3.5ёЦЕчіЙ·ЦЖ«ОцїШЦЖ
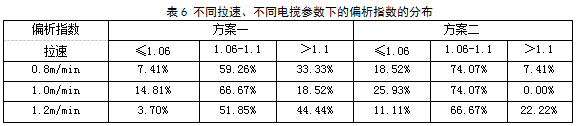
ЦбіРёЦЦРУЙУЪМјє¬БїЅПёЯЈ¬ј«ТЧРОіЙМјµДєк№ЫЖ«ОцЎЈНЁ№эГюЛчZУЕµД№¤ТХІОКэАґїШЦЖЦбіРёЦµДДэ№МЅб№№Ј¬ґУ¶шґпµЅїШЦЖєк№ЫМјЖ«ОцґуРЎµДДїµДЎЈНЁ№э¶ФІ»Н¬АЛЩЎўІ»Н¬µзЅБІОКэКФСйЈ¬ФЪАЛЩОЄ1.0m/minЈ¬ІЙУГ·Ѕ°ё¶юµзЅБІОКэЈ¬ЙъІъГїВЇЅшРРМјЖ«ОцµДјмСйЈ¬МјЖ«ОцЦёКэѕщРЎУЪ1.10ЎЈПкјы±н6ЎЈ
3.6ФюЦЖ№¤ТХ
ОЄґпµЅ»єВэЙэОВЈ¬ёЦЕчДЪНвОВ¶ИѕщФИЈ¬Мј»ЇОпТєОцід·ЦА©ЙўµДДїµДЈ¬ЦЖ¶ЁБЛПаУ¦µДјУИИ№¤ТХЈ¬ёщѕЭёч¶ООВ¶ИµДКµјКїШЦЖЦЖ¶ЁБЛРЎК±ЙъІъМхКэЈ¬№ж¶ЁБЛёЦЕчёЯОВА©ЙўК±јдІ»РЎУЪ80·ЦЦУЎЈ
їШЦЖЅшИліхФю»ъОВ¶И1150~1200ЎжЈ¬ФюЗ°ИПХжјмІйФю№хЎўµјО»Ўў№хµАµИЈ¬±ЬГвЛрЙЛФюјю±нГжЎЈФюЦЖ№эіМЦРЈ¬ГЬЗРЧўТвёчµАґОБПРНЗйїцЈ¬·АЦ№іцПЦ»®ЙЛЎўХЫµюЎў¶ъЧУµИИ±ПЭЎЈїШЦЖФюЦЖЅЪЧаЈ¬±ЈЦ¤ЦХФюОВ¶И900~950ЎжЈ¬ФюєуёЦІДІЙИЎ»єАд·ЅКЅЎЈ
ОЄБЛ±ЬГвіЙЖ·ФЪєуЖЪАдИґ№эіМЦРіцПЦ°ЧµгєН¶ЛІїїЄБСТФј°їШЦЖТєОцНшЧґЈ¬ТЄЗуѕвЗРОВ¶ИЈѕ620ЎжЈ¬ИлїУОВ¶И≥400ЎжЈ¬іцїУОВ¶И≤150ЎжЈ¬»єАдК±јдІ»РЎУЪ36h ЎЈІўёщѕЭ±±·ЅµШЗшјѕЅЪ±д»»µДМШµгЈ¬¶Фі§·їЎўАдґІЛДЦЬЎў»єАдЗшУтЦЖ¶ЁПаУ¦µДЙъІъїШЦЖТЄµгЈ¬ТФ±ЈЦ¤»єАдР§№ыЎЈ
4ЎЎ№¤ТХР§№ы
4.1ёЦЦРСхЎўµЄЎўБтЎўБЧµИФЄЛШµД±д»Ї№жВЙ
НіјЖµзВЇіцёЦЎўLFЅшХѕЎўLFіцХѕЎўЦРјд°ь№¤РтёЦЦРВБЎўБЧЎўБтЎўСхЎўЗвЎўµЄµИФЄЛШµД±д»Ї№жВЙЈ¬Ѕб№ы·Ц±рјыНј2єННј3ЎЈ
4.1.1СхЎўµЄЎўЗвє¬БїµД±д»Ї
ёч№¤РтёЦЛ®ЖЅѕщСхЎўµЄЎўЗвє¬БїµД±д»ЇјыНј2ЎЈ
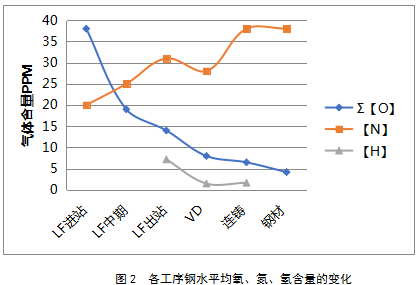
ґУНј2ЦРїЙТФїґіцЈ¬ёЦЛ®ЦРµДЖЅѕщСхє¬БїХыМеіКПВЅµЗчКЖЈ¬LFѕ«Б¶ґ¦Ан№эіМЗ°ЖЪПВЅµїмЈ¬єуРшґ¦АнПВЅµ»єВэЈ¬іЙЖ·ёЦІДЦРµДИ«Схє¬БїЖЅѕщґпµЅ4.2PPMЈ¬ZёЯЦµОЄ6.5PPMЈ¬ZµНїЙТФґпµЅ2.3PPMЎЈёЦЦРµДµЄє¬БїФЪѕ«Б¶єНБ¬ЦэЙПЙэЈ¬ФЪVDґ¦АнК±ВФУРПВЅµЎЈЗвє¬БїЅбѕ§ЖчДЪЖЅѕщЦµ1.7PPMЎЈёЦІДЦРµЄє¬БїЖЅѕщЦµОЄ38PPMЎЈ
4.1.2БЧЎўБтЎўВБє¬БїµД±д»ЇЎЈ
ёч№¤РтёЦЛ®ЖЅѕщБЧЎўБтЎўВБє¬БїµД±д»ЇјыНј3ЎЈ
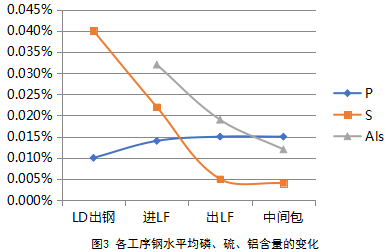
ґУНј3ЦРїЙТФїґіцЈ¬ёЦЛ®ЦРµДБЧє¬БїУЙЖЅѕщ0.0010%Фці¤µЅ0.0015%Ј¬ИҐіэјУИлєПЅрґшАґµДБЧЈ¬УЙёЦФьФміЙµД»ШБЧБї·ЗіЈµНЈ¬єуЖЪІЩЧчЦРБЧє¬БїµД±д»ЇІ»ґуЎЈLFѕ«Б¶ЙоНСБтґ¦АнєуЈ¬ёЦЛ®ЦРµДБтє¬БїЖЅѕщґпµЅ0.005%µДЛ®ЖЅЈ¬ТФєу»щ±ѕ±ЈіЦОИ¶ЁЈ¬ЛµГчІЙУГёЯјо¶Иѕ«Б¶ФьНСБтР§№ыБјєГЎЈёЦЛ®ЦРµДЛбИЬВБє¬БїЗ°ЖЪПВЅµЅПїмЈ¬єуЖЪЛЩ¶ИЦрЅҐПВЅµЦБДї±кЦµ0.012%Ј¬ЛµГчТ»ґОЕдВБµДіЙ№¦Ј¬±ЬГвѕ«Б¶№эіМ¶юґОІ№ВБЈ¬јхЙЩ¶юґООЫИѕЎЈ
4.2ёЦІДµН±¶ЧйЦЇјмСй
ёЦІДµН±¶ЖАј¶јы±н7Ј¬µН±¶ЧйЦЇРОГІјыНј4Ј¬јмСйЅб№ы·ыєПGB/T 18254-2016№ъјТ±кЧјµДУЕЦКёЦµДјјКхТЄЗуЎЈ


4.3ёЦІД·ЗЅрКфјРФУОпјмСй
ёЦІД·ЗЅрКфјРФУОпјмСйЅб№ыјы±н8Ј¬Ѕб№ы·ыєПGB/T 18254-2016№ъ?±кЧјјјКхТЄЗуЎЈ

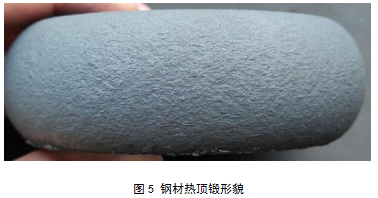
4.4¶Ґ¶НјмСй
°ґХХYB/T5293-2014ЅрКфІДБП¶Ґ¶НКФСй·Ѕ·ЁЅшРРИИ¶Ґ¶НјмІйЈ¬ФІёЦ±нГжНкєГЈ¬јыНј5ЎЈ
НЁ№эЙПКц№¤ТХЙъІъµДЦбіРёЦТСПтУГ»§Ѕ»»х2000¶а¶ЦЈ¬№юЦбЎўПеЦбєНВеЦбѕщ·ґАЎК№УГР§№ыБјєГЈ¬ЛµГчІЙУГёГ№¤ТХДЬ№»ВъЧгЦбіРёЦµДЦКБїТЄЗуЎЈ
5ЎЎЅбВЫ
ЈЁ1Ј©µзВЇ±ЈЦ¤іцёЦМјє¬Бї≥0.10%Ј»LFѕ«Б¶їШЦЖВЇФьјо¶И5.0Ў«8.0Ј¬ωЈЁFeO+MnOЈ©≤1.0%, ±ЈЦ¤ЙоХжїХК±јдЈ¬ИнґµК±јд≥15minЈ»ЦРјд°ьІЙУГХыМеЛ®їЪЈ¬Зї»Їґу°ь±Ј»¤ЅЅЧўЈ¬їЙТФЅ«И«Схє¬БїїШЦЖФЪ6PPMТФПВЈ¬Н¬К±ДЬ№»єЬєГµШ¶ФјРФУОпЅшРРїШЦЖЎЈ
ЈЁ2Ј©Б¬Цэ№эИИ¶ИІ»і¬№э30ЎжЈ¬±ЈіЦєгОВєгАЛЩЈ¬єПАнїШЦЖЅбѕ§ЖчµзґЕЅБ°иУлД©¶ЛµзґЕЅБ°иЈ¬Ѕ«МјЖ«ОцїШЦЖФЪ1.1ТФПВЎЈ
ЈЁ3Ј©ФюёЦѕ«И·їШЦЖјУИИОВ¶ИЎў±ЈОВК±јдєН»єА乤ТХЈ¬їЙТФ¶ФМј»ЇОпТєОцЅшРРУРР§їШЦЖЎЈ
ІОїјОДПЧ
[1]ЦУЛіЛјЈ¬НхІэЙъ. ЦбіРёЦЈЫMЈЭ. ±±ѕ©:Т±Ѕр№¤Тµіц°жЙз, 2002.
[2]HOSOKI S. Production and technology of iron and steel in Japan during 1990ЈЫJЈЭ. ISIJ Inter-national, 1991, 31ЈЁ4Ј©: 315-330.
[3]ОвОЎЈ¬ОвО°Ј¬БхдЇЈ¬µИ.µзВЇТ±Б¶ЦбіРёЦGCr15 µДЙъІъ№¤ТХСРѕїЈЫJЈЭ.ёЦМъЈ¬2006(6)(S):183-185.
ЈЁАґФґЈєТ±ЅрЅ»БчЦРРДЈ©

