
ұаТлЈәәоҝЎЎЎВеСфLYCЦбіРУРПЮ№«ЛҫјјКхЦРРД
ј«¶ЛМмЖшЎўІ»ҝЙФӨІвөДЦШФШЎўЖ«Ж§өДО»ЦГәНёьёЯКдіцөДЙијЖЦ»КЗУ°Пм·зБҰОРВЦ»ъФЛРРөДјёёцМфХҪЈ¬ХвР©МфХҪҝЙДЬ»бөјЦВТвПлІ»өҪөДЦбіР№КХПЎЈРТФЛөДКЗЈ¬НЁ№эёДБјЙијЖЎўЧйјюәНјјКхЈ¬ҝЙТФМбёЯ·зБҰОРВЦ»ъөДК№УГКЩГьЎЈёДБјҝЙТФҪ«ұдҪ°ЦбіРКЩГьСУіӨ10ДкЈ¬МбёЯОРВЦ»ъКЩГьәНР§ВКЈ¬Н¬КұјхЙЩНЈ»ъКұјдЈ¬ЛщУРХвР©¶јКЗН¶ЧКРВОРВЦ»ъЦбіРөДТ»РЎІҝ·ЦЎЈ
ОӘәОұдҪ°ЦбіРУлЦЪІ»Н¬
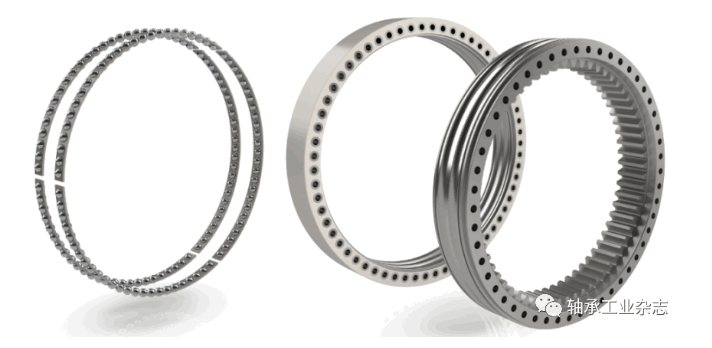
»ШЧӘЦ§іРЦбіРҪ«ЧӘЧУВЦмұЈЁРэЧӘЖчЈ©УлТ¶Ж¬Б¬ҪУЖрАҙЈ¬ТтҙЛҝЙТФёщҫЭ·зБҰМхјюҪ«ЖдөчХыөҪјСҪЗ¶ИЎЈТ¶Ж¬НЁіЈУЙДЪІҝ/НвІҝХэіЭВЦ»тТәС№Зэ¶ҜЖчРэЧӘЎЈ
ЙијЖКЩГьОӘ20ДкЈЁФј175000РЎКұЈ©Ј¬ұдҪ°ЦбіРНЁіЈҫЯУРЙо№өЎўёзМШКҪ№°РО№цөАәНөД№ц¶ҜМеКэБҝЎЈЗтМеНЁ№эФІЕМЧҙјдёф»тұЈіЦјЬ·ЦёфЖч·ЦІјЎЈөҘБРЛДөгКҪ»тЛ«БР°ЛөгКҪҪУҙҘЙијЖМṩБЛМШКвөДіРФШДЬБҰЈ¬ЦбіР№цөАДЬ№»К№ЗтМеН¬КұіРФШИОәО·ҪПтөДФШәЙЎЈ

ұдҪ°ЦбіРөДёДБјҝЙТФМбёЯОРВЦ»ъөДКЩГьәНР§ВКЈ¬Н¬КұјхЙЩ°ә№уөДНЈ»ъКұјдЈ¬ЛщУРХвР©¶јЦ»КЗН¶ЧКРВОРВЦ»ъіЙұҫөДТ»РЎІҝ·ЦЎЈ
И»¶шЈ¬ДіР©МШРФ»б¶ФЦбіРКЩГьФміЙМфХҪЎЈіЈ№жұдҪ°ЦбіРФЪЖдХыёцК№УГКЩГьДЪөДРэЧӘҪЗ¶ИҝЙДЬІ»»бі¬№э90°Ј¬ЦШёәФШТФј°·ЗіЈРЎЈЁ<5°Ј©өДХс¶ҜҪЗЈ¬¶ј»бёшұдҪ°ЦбіРІҝјюҙшАҙәЬҙуөДУҰБҰЎЈЛьГЗТІ»біӨКұјдұЈіЦҫІЦ№Ј¬ІўІ»¶ПКЬөҪХс¶ҜөДУ°ПмЈ¬Хв»бК№И󻬼БСёЛЩБУ»ҜІўөјЦВХіЧЕДҘЛрЎЈ
Рн¶а·зБҰОРВЦ»ъөДО»ЦГЖ«Ж§Ј¬ұ©В¶ФЪёчЦЦёчСщөДМмЖшМхјюПВЈ¬¶шұдҪ°ЦбіРФЪЛю¶ҘөДО»ЦГПЮЦЖБЛИЛГЗөДХэіЈҪшИләН№ЫІмЎЈНЁіЈЈ¬ФЪ¶ЁЖЪО¬»ӨЖЪјдЈ¬ұдҪ°ЦбіРГҝ6өҪ12ёцФВЦұҪУ№ЫІмТ»ҙОЈ¬ТтҙЛәЬДСј°Фз·ўПЦОКМвЎЈҙЛНвЈ¬ҝХРДЦэМъВЦмұәНёҙәПТ¶Ж¬·ЗіЈБй»оЈ¬ЦбіРјёәхГ»УРЦ§іЕЎЈ

ұдҪ°ЦбіРК§Р§ФӯТт
Иу»¬УН
И»¶шЈ¬УЙұкЧјЦбіРјЖЛгДЈРНФӨІвөДҫӯөдК§Р§ДЈКҪЈЁјҙЖЈАН°юВдәН°юКҙВдЈ©¶ФУЪК§Р§ұдҪ°ЦбіР¶шСФІўІ»іЈјыЎЈЧпҝэ»цКЧНЁіЈКЗИ󻬲»БјЎЈИу»¬ТэЖрөДК§Р§°ьАЁХс¶ҜДҘЛрЈЁДҰІБ°юКҙВдЈ©ЎўёҜКҙЎўЛйРј°јәЫәНұнГжЖЈАНЎЈ·ЦёфЖчЛр»өЎў№цөА°юВдЎўБСЗтәНЦбіРҝЁ¶Щ¶јҝЙДЬКЗұдҪ°ЦбіРИ󻬲»БјөДјЈПуЎЈРн¶аұ»№йАаОӘ»щУЪёәФШөД№КХПЈ¬КөјКЙПҝЙДЬКЗУЙИу»¬Ц¬БУ»ҜОКМвТэЖрөДЎЈ

ҙЛНвЈ¬ЙијЖУГУЪМбёЯ·ўөзІъДЬөДёьёҙФУөДұдҪ°ҝШЦЖјјКх»бөјЦВИ󻬼БәНЦбіРІҝјюіРКЬёьҙуөДУҰБҰЎЈЦч¶ҜұдҪ°ҝШЦЖОРВЦ»ъЦбіРФЛ¶Ҝ·ҪКҪКЗТФј«РЎөДұдҪ°ҪЗ¶ИБ¬РшЎўҝмЛЩХсөҙЈ¬УГ¶¶¶ҜАҙГиКцёьОӘРОПуЎЈХвЦЦФЛРР·ҪКҪІ»ҪцКЗДҝЗ°ОРВЦ»ъР§ВКМбёЯөД»щҙЎЈ¬ТІКЗИ󻬼ББУ»ҜәНІҝјюДҘЛрөДҙЯ»ҜјБЎЈ
УЙУЪ·зБҰОРВЦ»ъКЬөҪ¶сБУМмЖш»·ҫіөДУ°ПмЈ¬ТтҙЛұШРлЙијЖИу»¬ҙлК©Ј¬ТФИ·ұЈ»ъЖчөДХэіЈФЛРРКұјдәНөДО¬»ӨҙОКэЎЈХэИ·СЎФсИу»¬Ц¬КЗөЪТ»ІҪТІКЗЦШТӘөДТ»ІҪЎЈұдҪ°ЦбіРИу»¬Ц¬ұШРлДНЛ®ПҙЈ¬ІўМнјУДНУГМнјУјБЈ¬ТФУҰ¶ФёЯёәәЙәНХс¶ҜЗйҝцЎЈІЙУГіЦРшҪшёшИу»¬ПөНіҝЙёщҫЭКөјКЗйҝцМнјУ»төчХыИу»¬Ц¬јУЧўБҝЈ¬¶шОЮРијјКхИЛФұЕКЕАЎЈ
ФШәЙәНФЛРР
ЛдИ»Иу»¬КЗЦчТӘМфХҪЈ¬ө«ёәФШ№КХПТІКЗТ»ёцЦөөГ№ШЧўөДБмУтЎЈ№эФШНЁіЈ·ўЙъКЗТтОӘЦбіРИұЙЩВЦмұЧЬіЙөДёХРФЦ§іЕЈ¬өјЦВІ»ЖҪәвЈ¬ЖдЦРТ»РЎІҝ·Ц№цөАіРКЬҙуІҝ·ЦёәФШЎЈёәФШәНФЛРРТэЖрөД№КХП°ьАЁІҝјю¶ПБСЈЁ№ц¶ҜЗтФӘјюЎўЗтМе·ЦёфЖчЎў№цөАИҰЈ©Ўў·ЦАлЖчЛш¶ЁәН№цөАРҫІҝЖЖЛйЎЈИзЙПЛщКцЈ¬Иу»¬МхјюТІҝЙДЬјУҫзХвР©№КХПЎЈ
ФЪұдҪ°ЦбіРЦРЈ¬ЗтМеәН№цөАЦ®јдөДҪУҙҘЗшУтРОіЙТ»ёцНЦФІРОЈ¬ЖдЦРРДО»УЪ№цөАҪУҙҘҪЗЙПЎЈФЪҙуНЖБҰ»тЗгёІФШәЙПВЈ¬ҪУҙҘНЦФІҝЙДЬі¬іц№цөАөДОпАнј«ПЮЈЁҪШ¶ПЈ©ЎЈҪУҙҘҪШ¶ПөДёЕВКЛжЦбіРҫ¶әсұИөДФцҙу¶шФцҙ󣬻тЛжНвЦ§іРөДјхРЎ¶шјхРЎЎЈСПЦШөДҪУҙҘҪШ¶П»бІъЙъУҰБҰЙПЙэЈ¬өјЦВВ·ҫ¶ұЯФө¶ПБС»тёЦЗт·ЦБСіЙЛйЖ¬ЎЈ
БЩД©Ј¬јЖЛгТААөУЪТ»ЧйМхјюјЩЙиЈ¬ХвР©јЩЙиУРКұУлКөјКЗйҝцјёәхГ»УРПаЛЖЦ®ҙҰЎЈТ»ёцЦбіРФЪТ»ёцёЙҫ»өД·ҝјдАпЈ¬УГРВөДГЬ·вјюЈ¬РВөДИу»¬Ц¬Ј¬°ІЧ°ФЪТ»ёцјбУІЎўНкИ«ЖҪМ№өДұнГжЙПЈ¬ҝЙДЬ»бК№УГјёК®ДкЎЈІ»РТөДКЗЈ¬КөјКЗйҝцәЬЙЩёЙҫ»ХыҪаЈ¬№ӨТөЙиұёЈЁИз·зБҰОРВЦ»ъЈ©ұШРлФЪРиТӘөДөШ·Ҫ№ӨЧчЎЈ

ЦбіРёДБјЈәФцјУВ·ҫ¶ұнГж»эәНФцЗҝМЧИҰ
ҫЎ№Ьҙу¶аКэұдҪ°ЦбіРөД№КХП·ҪКҪПаАаЛЖЈ¬ө«ЖдёщұҫФӯТтҝЙДЬёчІ»ПаН¬Ј¬ёДҪшұШРлҙУБЛҪвёГЦбіРөД¶АМШОКМвҝӘКјЎЈНЈ»ъәНёь»»ЦбіРөДЗұФЪіЙұҫёЯҙпКэК®НтГАФӘЈ¬ТтҙЛЦұҪУУлДЬ№»МṩЦбіРёь»»Ҫвҫц·Ҫ°ёөДЦЖФмЙМәПЧчКЗУРТжөДЈ¬ёГҪвҫц·Ҫ°ёҪ«МбёЯЙъІъВКІўСУіӨОРВЦ»ъөДКЩГьЦЬЖЪЎЈУРР§өДЦбіРЙэј¶јхЗбұЯФөёәәЙЈ¬јУЗҝ№цөАИҰЈ¬Ҫвҫц·ЦёфЖчДҘЛрәН·АЦ№ОЫИҫЎЈЈ¬ҙшАҙёьёЯР§өДЦбіРЎЈ
·ЦёфИҰәН№цөАјёәОРОЧҙ
ҫЎ№ЬУРТ»Р©АнВЫЙПөДУЕКЖЈ¬ө«ҝјВЗөҪБ¬РшМЧИҰ·ЦёфЖчөДЦЖФмІоТмЛщРиөДХЫЦФ·Ҫ°ёФ¶Ф¶і¬№эБЛЛьГЗөДИОәОәГҙҰЎЈУЙУЪЦұҫ¶НЁіЈі¬№э2ГЧЈ¬ТӘФЪ5әБГЧәсөДМЧИҰЙПұЈіЦБјәГөДРОЧҙәН№«ІојёәхКЗІ»ҝЙДЬөДЎЈұШРлА©ҙу№цөАИҰЦ®јдөДјдП¶ТФИЭДЙМЧИҰЈ¬ҙУ¶шјхЙЩВ·ҫ¶ҪУҙҘГж»эІўФцјУҪШ¶ПЎЈМЧИҰТІұШРлУЙөНМјёЦЦЖіЙЈ¬ТтОӘёЯЗҝ¶ИәПҪрНЁіЈІ»ҝЙәёҪУЎЈБнТ»·ҪГжЈ¬·Ц¶ОКҪұЈіЦјЬГ»УРХвР©ИұөгЈ¬МṩУРПЮөДТЖ¶ҜЧФУЙ¶ИЈ¬ҝЙТФјхЗбҝЙДЬ»бФміЙөҘјюМЧИҰ¶ПБСөДФШәЙЎЈ
¶ФУЪВ·ҫ¶Ј¬СПёсөДјёәОіЯҙзәН№«ІоЈЁGD&TЈ©ҝШЦЖРОЧҙЎў№вҪа¶ИәНјдҫаЈ¬ТФёДЙЖёәФШ·ЦЕдәНЖҪәвЎЈёьҪУҪьНкГАөДРОЧҙТвО¶ЧЕёьЙЩөДДҰІБЎўҙт»¬әНҪф№МөгЈ¬ҙУ¶шјхЙЩДЪІҝДҘЛрЈ¬МбёЯұдҪ°ПөНіөДПмУҰәНР§ВКЎЈ
Ҫ«·ЦёфИҰІр·ЦОӘҝЙПЮЦЖөҘёцТЖ¶ҜЧФУЙ¶ИөД¶аёцІҝ·ЦЈ¬ҙУ¶шјхЙЩАӯЙмәНС№ЛхФШәЙЎЈ
ёДБјГЬ·вИҰ
ұдҪ°ЦбіРГЬ·вҫЯУРЛ«ЦШЧчУГЈәұЈ»ӨДЪІҝІҝјюІ»КЬОЫИҫЈ¬·АЦ№И󻬼БР№В©өҪЦЬО§»·ҫіЦРЎЈІ»РТөДКЗЈ¬ГЬ·вІ»КЗНкИ«УРР§өДЈ»ұПҫ№Ј¬Из№ыЦбіРКЗГЬ·вөДЈ¬ЛьҫНІ»ДЬРэЧӘЎЈіЈјыөДұдҪ°ЦбіРГЬ·вјюКЗЗв»Ҝ¶ЎлжПрҪәЈЁHNBRЈ©Ј¬°ІЧ°ФЪТ»ёц№цөАИҰөД°јІЫЙПЈ¬БҪёцГЬ·вҙҪСШПа¶ФөД№цөАИҰНП¶ҜЎЈХвЦЦГЬ·вРОКҪДҘЛрҝмЈ¬ұ©В¶ФЪЧПНвПЯәНіфСхПВКұСёЛЩБУ»ҜЈ¬¶ФұдРО·ҙУҰІоЈ¬ІўОӘОЫИҫОпМṩЦұҪУҪшИлЦбіРДЪІҝөДВ·ҫ¶ЎЈ
“HРН”ГЬ·вјюЙијЖУЙИИЛЬРФҫЫ°ұхҘЈЁTPUЈ©ЦЖіЙЈ¬°ІЧ°ФЪГФ№¬КҪ№МО»ІЫЙПЈ¬ПФЦшМбёЯБЛГЬ·вР§№ыЎЈХвЦЦЧФУЙёЎ¶ҜөДЙијЖҫЯУРёЯБйГф¶ИЈ¬јҙК№ұдРОТІДЬМṩГЬ·вС№БҰЎЈЛьФЪФЛРРЖЪјд¶ФМЧИҰұдРОІ»М«ГфёРЈ¬јхЙЩИу»¬Ц¬Р№В©әНҪшЛ®Ј¬УРЦъУЪМбёЯјб№МРФәНҪөөНО¬»ӨіЙұҫЎЈҙЛНвЈ¬TPUөДДҘЛрВККЗҙ«НіПрҪәөДТ»РЎІҝ·ЦЈ¬СУіӨБЛУРР§РФәНёь»»јдёфЎЈ
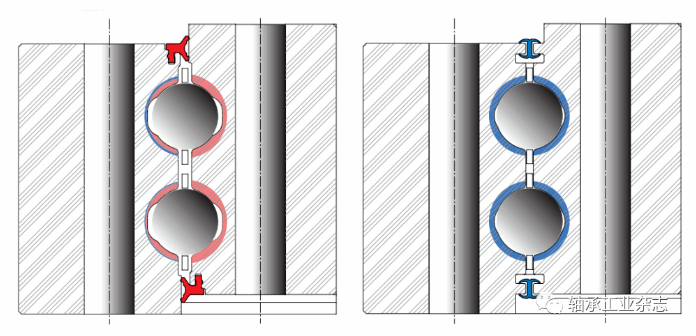
ТФА¶Й«КҫіцНЖјцөДУІ»ҜЙо¶ИЈ»ТФәмЙ«КҫіцК§Р§ЦбіРЈЁЧуІаЈ©өДКөјКУІ»ҜЙо¶ИЎЈіцПЦ№КХПөДЦбіРІЙУГПрҪәГЬ·вјюЈ¬ФЪёДБјЦбіРЈЁУТЈ©ЦРЈ¬ПрҪәГЬ·вјюұ»Мж»»ОӘІЙУГ“H”РНәбҪШГжВЦАӘөДГЬ·вјюЎЈ
№цөАДНҫГРФ
ЦШРНҪУҙҘФШәЙІъЙъөДјфЗРУҰБҰ»бЙшНёөҪұнГжПВ·ҪЈ¬өјЦВҪПИнөДРҫІҝЗь·юЈ¬ҙУ¶шФміЙУІ»ҜВ·ҫ¶Ул№цөАИҰ·ЦАлЈЁРҫІҝЖЖЛйЈ©ЎЈОӘБЛ·АЦ№ХвЦЦЗйҝц·ўЙъЈ¬ёРУҰУІ»ҜІгұШРлЙшНёЧг№»ЙоЈ¬К№ёЦөДЗҝ¶Иі¬№эҪУҙҘјфЗРУҰБҰЎЈФЪұдҪ°ЦбіРЦРЈ¬Ҫб№№ұдРОәНСПЦШөДЗгёІФШәЙТвО¶ЧЕСШВ·ҫ¶ұнГжөДИОәОТ»өг¶јҝЙДЬіцПЦ·еЦөјфУҰБҰЎЈТтҙЛЈ¬УІ»ҜІгұШРлКЗҫщФИөДЈ¬ІўЗТІ»»бЛжЧЕЖдҙУЙијЖҪУҙҘҪЗөДҪшТ»ІҪТЖ¶Ҝ¶шјхЙЩЎЈЙо¶ИЎўҫщФИөДИИҙҰАнҙуҙујхЗбБЛҪУҙҘҪШ¶ПөДУ°ПмЎЈ
ЗЎөұөДҙжҙўЎў°ьЧ°әНөхЧ°
УЙУЪҙу¶аКэЦбіРФЪ°ІЧ°З°¶јУРҪПіӨөДұЈЦКЖЪЈ¬ТтҙЛФЪК№УГЗ°ұШРлИ·ұЈЦбіРөДҙўҙжәН°ьЧ°ТФ·АЦ№НЛ»ҜЎЈХэИ·өД°ьЧ°ҝЙТФ·АЦ№ФЛКд№эіМЦРөДёҜКҙәНіе»чЎўХс¶Ҝј°ЖдЛыОЈәҰЎЈ°ьЧ°УҰ°ьАЁФЪ°ІЧ°ҝЧЙПНҝЙП·АёҜНҝІгЎўУГ»У·ўРФ»әКҙјБЈЁVCIЈ©ЦҪ°ь№ьЦбіРЎўУГХжҝХГЬ·вҙь°ьЧ°әНөҘ¶АөД°еМхПдЈЁТФБҪёцёЯ¶И¶СөюЈ©ЎЈ
ЦбіРФЪ°ІЧ°З°УҰұЈіЦЖдФӯКј°ьЧ°Ј¬ТФ·АЦ№ҪУҙҘОЫИҫОпЈ¬УИЖдКЗ»ТіҫЈ¬ІўУҰК№УГёЙҫ»ЎўёЙФпөДКЦәНёЙҫ»өДДЁІјҪшРРҙҰАнЎЈ°ІЧ°З°Ј¬УҰҪ«Жд·ЕФЪёЙҫ»өДЦҪЙПЈ¬ёЗәГёЗЧУЈ¬ЗРОрҪУҙҘФаЧАЧУ»төШ°еЎЈ

СУіӨОРВЦ»ъКЩГьөД¶ЁЦЖ·Ҫ°ё
өұОРВЦ»ъТтОӘО¬»ӨОКМв»тЙиұё№КХП¶шПВПЯКұЈ¬О¬РЮИЛФұөДёЯіЙұҫәНЖрЦШ»ъИХ·СУГ»бөјЦВіЙұҫмӯЙэЎЈЙэј¶өДұдҪ°ЦбіРҪвҫц·Ҫ°ёҝЙНЁ№эТФПВ·ҪКҪМбёЯЖыВЦ»ъКЩГьәНР§ВКЈ¬јхЙЩНЈ»ъКұјдЈә
·јҙК№ФЪ¶сБУ»·ҫіПВТІДЬМбёЯОРВЦ»ъөДҝЙҝҝРФ
·СУіӨГЬ·вәНЦбіРК№УГКЩГь
·ҪөөНФЛУӘәНО¬»ӨіЙұҫ
·ёДҪшұдҪ°ҝШЦЖТФМбёЯРФДЬ
·јхЙЩ°ІЧ°әНёь»»Кұјд
УЙУЪЦбіРөДҪЎҝөЧҙҝцИЎҫцУЪ¶аЦЦТтЛШЈ¬ТтҙЛУлДЬ№»ІЙУГ№КХПЦбіР·ЦОцІўК№УГДЈДвіМРтІвКФРВҪвҫц·Ҫ°ёөДЦЖФмЙМәПЧч·ЗіЈЦШТӘЈ¬ТФИ·¶ЁДДР©Йэј¶ҝЙДЬКЗҪөөНОҙАҙ№КХП·зПХЛщұШРиөДЎЈҙЛНвЈ¬ЦоИзЧҙМ¬јаІвәНФӨІвРФО¬»ӨөИФцЦө·юОсҝЙТФҪшТ»ІҪСУіӨ·зБҰОРВЦ»ъөДК№УГКЩГьЈ¬Ф¶Ф¶і¬№эЖдФӨЖЪКЩГьЎЈ
ЈЁТлЧФЎ¶windpowerЎ·Ј©
ЈЁАҙФҙЈәЦРЦбРӯ »бҝҜЈ©

