
бюељЗц
ЃЈХЉВњЦЗМгЙЄжЧФмзАБИаЧДДЬьЕиЃЉ
1ЁЁМђЪі
1.1 ЛњаЕЙЪеЯеяЖЯбаОПЕФФПЕФ
Ъ§ПиИпЫйГхДВЪЧдкздЖЏГхбЙЩњГЩЯпЩЯЭъГЩАхСЯИпаЇТЪЁЂИпОЋУмГхбЙМгЙЄЕФздЖЏЛЏГхбЙЩшБИЁЃЫцзХММЪѕЕФВЛЖЯНјВНЃЌЪ§ПиИпЫйГхДВШеЧїжЧФмЛЏКЭОЋУмЛЏЃЌЖдЦфПЩППадЕФвЊЧѓвВдНРДдНИпЁЃЕБЧАЃЌЮвЙњЙњВњЪ§ПиИпЫйГхДВЕФПЩППадЫЎЦНгыЙњЭтЗЂДяЙЄвЕЙњМвЕФЯрБШОпгаНЯДѓВюОрЃЌЖјВњЦЗЕФПЩППаджБНггАЯьВњЦЗЕФЪаГЁОКељСІЁЃвђДЫ,ЬсИпЙњВњЪ§ПиИпЫйГхДВЕФПЩППадЫЎЦНРДгІЖдЕБНёОКељМЄСвЕФЪаГЁЛЗОГЪЧЮвУЧЕФЕБЮёжЎМБЁЃЙЪеЯЗжЮіЪЧЪЕЯжЪ§ПиИпЫйГхДВПЩППадЫЎЦНдіГЄЕФживЊЛЗНкЁЃБОЮФвдЙњВњЪ§ПиИпЫйГхДВЮЊбаОПЖдЯѓ,жиЕуЮЇШЦЪ§ПиИпЫйГхДВЕФЙЪеЯЗжЮіММЪѕеЙПЊЩюШыЕФбаОПЁЃ
1.2РфШДШѓЛЌзгЯЕЭГЙЪеЯФЃЪНЗжЮі
РфШДШѓЛЌзгЯЕЭГЪЧЗЂЩњЙЪеЯZЮЊЦЕЗБЕФВПЮЛ,дкРњЪЗЙЪеЯЪ§ОнжажївЊБэЯжЮЊгЭРфзАжУВЛжЦРфЁЂгЭЙмМАЙмНгЭЗЕФТЉгЭЁЂШѓЛЌгЭБУЙЪеЯЁЃвђДЫЃЌРфШДШѓЛЌзгЯЕЭГЪЧгАЯьЪ§ПиИпЫйГхДВПЩППадЕФживЊвђЫиЁЃДЫЭтЃЌЕчЦјзгЯЕЭГгывКбЙЫјНєзгЯЕЭГвВЪЧЙЪеЯЦЕТЪНЯИпЕФЕФЙЪеЯВПЮЛЁЃ
2ЁЁИпЫйГхДВ
ЙњФкЭтЖдЪ§ПиЛњДВЕФбаЗЂЃЌжївЊУцЯђИпЕЕДЮЃЌАќРЈИпЫйЁЂИпОЋЁЂЖржсСЊЖЏИДКЯМгЙЄЕШЃЌЕЋЪЧЫцзХИДКЯЙІФмЕФдіЖрКЭУмМЏММЪѕЕФв§ШыЃЌЙЪеЯвўЛМдіЖрЃЌЯШНјЙІФмКЭадФмВЛФмЮЌГжЃЌЯШНјадвВОЭЪЇШЅЦфвтвхЁЃвђДЫЃЌЬсИпЪ§ПиЛњДВЕФПЩППадЫЎЦНЃЌгШЦфЪЧЙњВњЪ§ПиЛњДВЕФПЩППадЫЎЦНЃЌЬсИпЙњВњЪ§ПиЛњДВдкЙњФкЕФЪаГЁеМгаТЪКЭОКељСІЪЧЮвУЧЕФЕБЮёжЎМБЁЃвдЭљЙигкЙњВњЪ§ПиЛњДВдкПЩППадЗНУцЕФбаОПжївЊвдЪ§ПиН№ЧаЛњДВЮЊжї,ЖјЙигкЪ§ПиИпЫйГхбЙЩшБИЕФПЩППадЗНУцЕФбаОПдкЙњФкШДБШНЯибЗІЁЃ
Ъ§ПиИпЫйГхДВгжГЦЪ§ПиИпЫйбЙСІЛњЪЧвЛжжФмИпаЇЭъГЩАхВФЕФТфСЯЁЂГхПзЁЂГЩаЭЕШГхбЙЙЄвеЕФЛњЕчвЛЬхЛЏВњЦЗЃЌОпгаШсадКУЃЌЩњВњаЇТЪИпЃЌМгЙЄОЋЖШЮШЖЈЕФгХЕуЁЃИпЫйГхДВЕФЛљБОЙЄзїдРэЪЧРћгУЕїЫйЕчЛњЁЂЦЄДјЁЂЗЩТжДјЖЏЧњБњЛЌПщЛњЙЙЙЄзїЃЌДЫНсЙЙНЋЗЩТжЕФа§зЊдЫЖЏБфГЩЛЌПщЕФЭљИДдЫЖЏЃЌНЋЗЩТжДЂДцЕФФмСПзЊЛЛЮЊФЃОпЕФГхбЙФм,НјЖјЪЕЯжАхВФЕФИпЫйГхбЙГЩаЮЁЃдкМЖНјФЃКЭздЖЏЫЭСЯзАжУЕШИЈжњЛњаЕЕФХфКЯЯТ,Ъ§ПиИпЫйГхДВФмИпаЇЕФНјааздЖЏЛЏГхбЙзївЕЁЃНќаЉФъРД,ЫцзХЕчзгЁЂЭЈбЖЁЂМЦЫуЛњЁЂМвЕчМАЦћГЕЙЄвЕЕФВЛЖЯЗЂеЙЃЌЖдГхбЙСуМўЕФашЧѓСПдНРДдНДѓЃЌШчжааЁаЭЕчЛњЕФЖЈзЊзгЙшИжЦЌЁЂЙЮСГЕЖЁЂITаОЦЌЕШЃЌетаЉГхбЙСуМўКмЪЪКЯдкЪ§ПиИпЫйГхДВЩЯНјааДѓХњСПЩњВњЁЃЪаГЁЕФашЧѓДјЖЏСЫЪ§ПиИпЫйГхДВЕФВЛЖЯЗЂеЙЃЌЙњВњЪ§ПиИпЫйГхДВдкЫйЖШЁЂЖжЮЛЁЂОЋЖШЕШЗНУцЖМгаСЫГЄзуЕФНјВНЁЃЕЋЪЧЃЌИљОнПЮЬтзщЕїбаЛёЕУЕФЙњВњЪ§ПиИпЫйГхДВПЩППадЫЎЦНЦРЙРНсЙћ,ЮвЙњОпгаДњБэадЕФЙњВњФГаЭЪ§ПиИпЫйГхДВЕФЦНОљЙЪеЯМфИєЪБМф(MTBFЃЉДѓдМЮЊ325аЁЪБЃЌгыЙњЭт900аЁЪБЕФЫЎЦНЯрШЅЩѕдЖЁЃЙњВњЪ§ПиИпЫйГхДВЕФПЩППадЫЎЦНЕЭЯТЃЌЯШНјЕФЙІФмКЭадФмЕУВЛЕНЮЌГжЃЌЪЇШЅСЫЯШНјадЕФвтвхЃЌВЂЧввзГіЙЪеЯЕФВњЦЗНЋбЯжигАЯьЦфдкгУЛЇжаЕФПкБЎМАЦфЪаГЁЕФеМгаТЪЁЃ
3ЁЁЙЪеЯЗжЮі
3.1Ъ§ПиЛњДВНсЙЙ
Ъ§ПиИпЫйГхДВЪєгкИДдгЕФЛњЕчвЛЬхЛЏВњЦЗЃЌгЩДѓСПЕФСуВПМўзщГЩЁЃЭМ1ЫљЪОЮЊвЛжжЙњВњБеЪНЫЋЕуЪ§ПиИпЫйГхДВЕФЩњВњЯпЪЕЮяЭМЁЃ

ЭМ1Ъ§ПиИпЫйГхДВЩњВњЯпЪЕЮяЭМ
1. СЯМмЃЛ2.аЃЦНЛњЃЛ3.ЫЭСЯЛњЃЛ4.ИпЫйГхДВЃЛ5.ПижЦЙё
ИУаЭЪ§ПиИпЫйГхДВЕФЬиЕуШчЯТ:1)ВЩгУвЛМЖДјДЋЖЏЃЌГхбЙааГЬДЮЪ§ИпЃЌГхбЙМгЙЄЕФЙЄзїаЇТЪИп;2)ЛњЩэВЩгУИпЧПЖШж§ЬњЗжЬхНсЙЙЃЌЕззљКЭКтСКгУЫФИљРНєТнИЫРНєЃЌЛњЩэИеадКУЃЌНЧБфаЮаЁ;3)ВЩгУзщКЯЪНИЩЪНФІВСРыКЯЦї-жЦЖЏЦїЃЌдывєаЁЃЌРыКЯХЄОиДѓЃЌжЦЖЏНЧаЁ;4)ЫФЕуЪНЧњжсжЇГаНсЙЙЃЌПЩдіМгЧњжсЧПЖШЃЌБфаЮаЁЃЌИеадКУЃЌПЙЦЋдиФмСІКУ;ВЩгУЙіЖЏжсГажЇГаЃЌдЫааЮШЖЈЃЌЗЂШШЩйЃЌОЋЖШИп;5)ВЩгУЕМжљЕМЬзНсЙЙЃЌЯћГ§СЌИЫАкЖЏЪБЖдЛЌПщВњЩњЕФВрЯђСІЃЌЛЌПщВЩгУЙіжщЛЈМќжсГаЕМЯђЃЌБЃжЄЛЌПщдЫааОЋЖШ;6)ЛњЩэЩшгаЖЏЦНКтЯЕЭГЃЌПЩЛКНтЛњДВеёЖЏКЭдывєЃЌбгГЄФЃОпЪЙгУЪйУќЃЌИФЩЦРЭЖЏЛЗОГ;7)зАФЃИпЖШЕїНкТнИЫЩшгавКбЙЪНЫјНєзАжУЃЌШЗБЃЛЌПщЯТЫРЕуОЋЖШ;8)ВЩгУЯЁгЭЧПжЦбЛЗШѓЛЌЯЕЭГЃЌОпгагЭТЗЙЪеЯБЈОЏЙІФм;9)ВЩгУЦНКтЦјИззАжУЃЌЦНКтЛЌПщгыЩЯФЃЕФжиСПЃЌЪЙбЙСІЛњдЫааИќЦНЮШ;10)ВЩгУБфЦЕЦїЕїЫйЕчЛњЃЌааГЬДЮЪ§ПЩЕї;11)ВЩгУПЩБрГЬПижЦЦїPCЃЌЕчзгЭЙТжМАЕчзгЭЙТжПижЦЦїЃЌШЫЛњНчУцЃЌЪЕЯжЖдЛњДВЕФздЖЏЛЏЁЂЪ§зжЛЏПижЦЃЌВйзїЗНБуЃЌадФмгХСМЁЃ
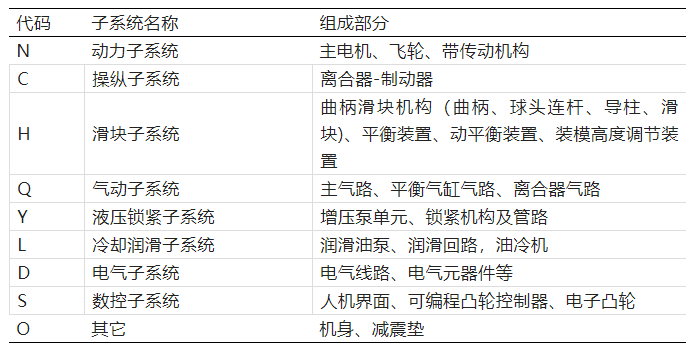
ЮЊСЫе§ШЗЕФУшЪіЙЪеЯЃЌзМШЗЖЈвхЙЪеЯЗЂЩњЕФВПЮЛЃЌевГігАЯьЯЕЭГПЩППадЕФЙиМќВПЮЛЃЌгІЖдЪ§ПиИпЫйГхДВНјаазгЯЕЭГЕФЛЎЗжЃЌИљОнЯрЙиЖЭбЙЪжВсИјГіЕФЛЎЗжЗНЗЈКЭЙЪеЯЪїЗжЮіЕФашвЊЃЌНЋИУ?ДВЛЎЗжЮЊ8ИізгЯЕЭГЃЌДњТыБэМћБэ1ЁЃ
3.2РфШДШѓЛЌзгЯЕЭГЙЪеЯЪї
РфШДШѓЛЌзгЯЕЭГЮЊЪ§ПиИпЫйГхДВЕФИїИіЙиМќдЫЖЏВПМўЬсЙЉШѓЛЌгЭбЛЗШѓЛЌЃЌВЂРћгУгЭРфЛњЖдШѓЛЌгЭНјааРфШДЁЃШѓЛЌгЭБУДгЛњДВЕзВПЕФШѓЛЌгЭЯфЮќгЭВЂНЈСЂбЙСІЃЌбЙСІШѓ?гЭОЙ§ТЫЦїЙ§ТЫЃЌЭЈЙ§бЙСІЗЇЃЌНЋгЭбЙПижЦЕНЫљашбЙСІЃЌгЩЗжгЭЦїНЋбЙСІШѓЛЌгЭЪфГіЕНИїИіШѓЛЌЕуЃЌШѓЛЌЕужївЊАќРЈЛЌПщЕФЕМжљЕМЬзЃЌЧњжсЩЯЕФжсГазщМўЃЌЖЏЦНКтЛЌПщЕШЃЌZКѓОШѓЛЌгЭЛиТЗЛиЕНгЭЯфЁЃЕБШѓЛЌгЭбЙГЌГіЙцЖЈЕФбЙСІЧјМфЪБЃЌЛњДВгЭбЙМьВтБЈОЏЛсБЛДЅЗЂЁЃгЭРфЛњЭЌЪБЖдгЭЯфЕФШѓЛЌгЭНјаабЛЗРфШДЃЌВЂОпгаЮТЖШМьВтгыБЈОЏЙІФмЁЃРфШДШѓЛЌзгЯЕЭГЕФЙЪеЯЪїМћЭМ2ЁЃ
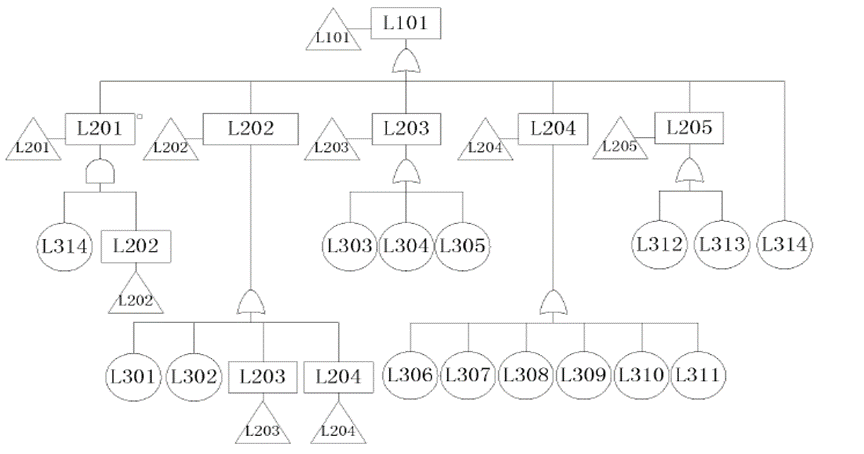
ЭМ2РфШДШѓЛЌзгЯЕЭГЕФЙЪеЯЪї
4ЁЁИпЫйГхДВРфШДШѓЛЌзгЯЕЭГЙЪеЯеяЖЯВЩгУЕФММЪѕЪжЖЮ
4.1гЭвКРэЛЏадФмЗжЮі
МрВтгЩгкЬэМгМСЫ№КФЛђЛљДЁгЭЫЅБфв§Ц№ЕФгЭЦЗЮяРэЛђЛЏбЇадФмжИБъЕФБфЛЏГЬЖШЃЌРДМрВтЩшБИЕФШѓЛЌзДПівдМАЩшБИШѓЛЌВЛСМЖјв§Ц№ЕФЙЪеЯЁЃ
4.2ФЅЫ№ЮЂСЃМьВтММЪѕ
ЭЈЙ§ЖдгЭвКжааЏДјЕФФЅЫ№ЮЂСЃЕФГпДчЁЂаЮУВЁЂКЌСПЕШзДЬЌЃЌЪЕЯжЖдЩшБИФЅЫ№зДЬЌЕФМрВтгыеяЖЯЁЃ
ИпЫйГхДВЕФРфШДШѓЛЌзгЯЕЭГЙЪеЯжївЊЩцМАФЅЫ№ЮЂСЃМьВтММЪѕЃЌзмНсЮЊгЭвКЗжЮіММЪѕЁЃ
4.3гЭбљЗжЮі
1ЁЂСЫНтБЛВтЩшБИЕФЧщПі
ЃЈ1ЃЉЛњЦїЕФЛњЙЙМАШѓЛЌЗНЪН:ФІВСИБЯрЖддЫЖЏЕФРраЭЁЂШѓЛЌЗНЪНЕШЁЃ
ЃЈ2ЃЉФІВСИБВФСЯЕФадФм:ВФСЯГЩЗжЃЌШШДІРэЧщПіЃЌБэУцгВЖШЁЃ
ЃЈ3ЃЉЛњЦїдЫааЬѕМў:зЊЫйЁЂдиКЩЁЂЮТЖШЁЂгаЗёвьГЃЕШЁЃ
ЃЈ4ЃЉЩшБИдЫзЊРњЪЗМАЮЌаоБЃбјЧщПі:ЩЯДЮДѓаоЪБМфЁЃдвђЁЂДыЪЉЕШЁЃ
ЃЈ5ЃЉШѓЛЌгЭадФмЁЃ
2ЁЂгЭбљГщШЁ
гЭбљГщШЁгІБЃжЄЫљШЁГіЕФгЭбљОпгаДњБэадЁЃ
(1)ШЁбљВПЮЛ
a.бЛЗгЭТЗ:бЁдкЛигЭЙмТЗОЙ§Й§ТЫЦїжЎЧАВПЮЛ;
b.ЗЧбЛЗгЭТЗ:ЭЃЛњКѓАыаЁЪБФкШЁбљЃЌдкећИігЭЯфвЛАыЩдЩюДІЁЃ
(2)ШЁбљМфИє
ЪгЛњЦїЕФживЊадЁЂЪЙгУадЁЂИККЩЬиадЖјЖЈЁЃИпЫйГхДВЪєгкЕиУцвКбЙЯЕЭГЃЌХмКЯНзЖЮКЭЪЇаЇЧАЯІНзЖЮШЁбљМфИєЮЊ80аЁЪБЃЌе§ГЃНзЖЮШЁбљМфИєЮЊ200аЁЪБЁЃ
(3)ВЩбљЙцЗЖ
a.ЖдФГвЛД§МрВтЕФЩшБИЃЌвЛЖЈвЊЙЬЖЈШЁбљЮЛжУЁЂШЁбљЪБМф;
b.БЃжЄЮќгЭЦїОпЕФЧхНрЁЂЮоЮлШОЃЌЮоВагЭЃЌЮоЦфЫќдгжЪЛьШы;
c.ЖЏзїаЁаФЃЌВЛШУЮлШОдгжЪДјШыгЭбљМАД§МрВтЕФЩшБИЁЃ
(4)дЪМЪ§ОнМЧТМЭъећ
4.4 гЭвКЗжЮіЕФжївЊЗНЗЈ
1.гЭвКРэЛЏадФмМьВт
ВЩгУгЭвКЕФЮяРэЛЏбЇЛЏбщЗНЗЈЖдгЭвКЕФИїжжРэЛЏадФмНјааВтЖЈЁЃашвЊЗжЮіЕФЯюФП:еГЖШЁЂЫЎЗжЁЂЩСЕуЁЂЫсЖШЁЂдгжЪЕШЁЃ
еГЖШЃЈGB266-77ЃЉ ЫЎЗжЃЈGB/T260-1977ЃЉ
ЩСЕуЃЈGB/T261-1983;GB/T267-1988
ЫсжЕЃЈGB/T264-1983ЃЉ ЛвЗжЃЈGB608-65ЃЉ
Ф§ЕуЃЈGB/T510-1983ЃЉ ЛњаЕдгжЪЃЈGB/T511-1988ЃЉ
2.ЙтЦзЗжЮі
ЭЈЙ§МьВтгЭвКжаЫљКЌИїжждЊЫиЕФКЌСПЃЌЗДЭЦГіКЌгаетаЉдЊЫиЕФЛњаЕСуВПМўЕФФЅЫ№зДЬЌЁЃ
ЃЈ1ЃЉЗжЙтЙтЖШМЦЗЈЃКгХШБЕу
гХЕу:СщУєЖШИп.зМШЗЖШгыЮШЖЈадНЯКУ ,ЖдЮЂСПдЊЫиЕФЗжЮіаЇЙћКУЃЌШБЕу:ЫйЖШТ§ЃЌВЛЭЌдЊЫивЊХфжЦВЛЭЌЕФШмвКЁЃ
ЃЈ2ЃЉдзгЗЂЩфЙтЦзЗжЮіЗЈгХШБЕу
гХЕу:гЭбљВЛашдЄДІРэ,ЗжЮіЫйЖШПь;ЖСЪ§зМШЗЃЌжиИДадКУЃЌЗжЮіШнСПДѓЁЃШБЕу:МлИёАКЙѓЃЌАВзАЬѕМўНЯбЯИёЃЌЪЕбщЗбгУИп;гыЬњЦзММЪѕЯрБШЃЌЬНВтНЯДѓСЃЖШФЅСЃЕФСщУєЖШЕЭЃЌВЛФмЛёЕУФЅаМаЮЬЌЗНУцЕФаХЯЂЁЃдкХаЖЯФЅЫ№РраЭКЭдЄБЈджБфЗЂЩњЕФФмСІЗНУцДцдкВЛзуЁЃ
3.ЬњЦзЗжЮі
ЬњЦзЗжЮідРэЃКРћгУИпЬнЖШЕФЧПДХГЁНЋШѓЛЌгЭжаЫљКЌЕФЛњаЕФЅЫ№ЫщаМАДЦфФЅСЃДѓаЁгаађЗжРыГіРДЃЌЭЈЙ§ЖдФЅаМЕФаЮзДЁЂДѓаЁЁЂГЩЗжЁЂЪ§СПМАСЃЖШЗжВМЕШНјааЖЈадгыЖЈСПЕФЙлВьЁЂХаЖЯЩшБИФЅЫ№зДПіЁЂдЄБЈСуВПМўЕФЪЇаЇЁЃгХЕуЃКгІгУЗЖЮЇЙуЃЌФмЗжРыГіШѓЛЌгЭжаКЌгаНЯПэГпДчЗЖЮЇЕФФЅаМЁЃПЩЖдФЅаМНјааЖЈадЙлВьЗжЮіКЭЖЈСПВтСПЃЌвдХаЖЯЛњЦїЕФФЅЫ№ГЬЖШЃЌЛЙПЩЖдФЅаМЕФзщГЩдЊЫиНјааЗжЮіЃЌвдХаЖЯФЅаМВњЩњЕФВПЮЛЁЃШБЕуЃКЖдШѓЛЌгЭжаЗЧЬњЯЕПХСЃЕФМьВтФмСІЕЭ;(2)ЙцЗЖЛЏВЛЙЛЃЌЗжЮіНсЙћЖдВйзїШЫдБЕФОбщгаНЯЖрЕФвРРЕад;(3)ЖдДѓЙцФЃЩшБИШКЕФеяЖЯЙЄзїВЛКмЪЪгІЁЃ
4.ПХСЃМЦЪ§ЗЈ
ЖдгЭбљжаЕФПХСЃНјааПХСЃЖШВтСП,АДдЄбЁЕФПХСЃЗЖЮЇНјааМЦЪ§,ЭЈЙ§гыБъзМЕФЖдБШЃЌЛёЕУгЭвКЮлШОЖШЕФЦРМлЁЃЫцзХЕчзгММЪѕЕФЗЂеЙЃЌздЖЏПХСЃМЦЪ§ЦїОпга:МЦЪ§ЫйЖШПьЁЂзМШЗЖШИпЁЂВйзїМђБуЕШЬиЕуЁЃПХСЃМЦЪ§ЦїАДдРэПЩЗжЮЊ:екЙтаЭЁЂЙтЩЂаЭЁЂЕчзшаЭЁЃЦфжаекЙтаЭПХСЃМЦЪ§ЦїгІгУZЙуЗКЁЃ
5.ДХШћЗЈ
НЋвЛИігРДХЛђЕчДХЕФДХШћЬНЭЗВхШыШѓЛЌЯЕЭГЕФЙмТЗжаЃЌЪеМЏЁЂЬНВтгЭвКЯЕЭГжадкгУШѓЛЌгЭЫљКЌЕФДХадПХСЃЁЃНшжњгкЗХДѓОЕКЭШЫблЙлВьЁЂЗжЮіБЛВЩМЏЕФДХадПХСЃЕФДѓаЁЁЂЪ§СПЁЂаЮзДЕШЬиеїЃЌМђвзХаЖЯЩшБИФЅЫ№зДЬЌЁЃ
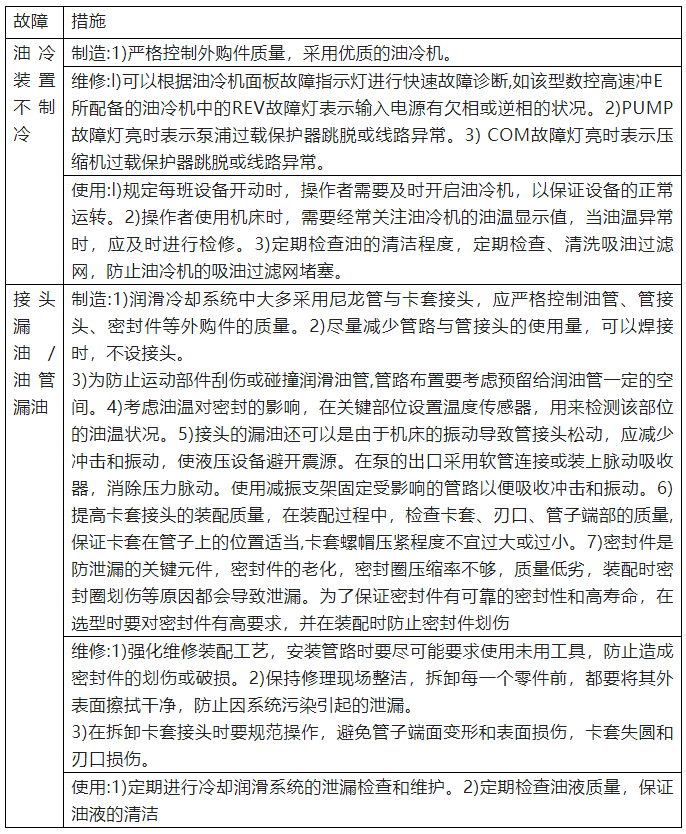
5ЁЁЙЪеЯЗРжЮДыЪЉ
ЭЈгЩЪ§ПиИпЫйГхДВЕФЙЪ?ЪїЗжЮіНсЙћПЩ?РфШДШѓЛЌзгЯЕЭГдкзгЯЕЭГживЊЖШХХађжаЮЛСаЃЌЪЧживЊЖШZИпЕФзгЯЕЭГЃЌМДЖдЛњДВПЩППадгАЯьZДѓЁЃвђДЫЃЌАДзгЯЕЭГживЊЖШЕФИпЕЭЃЌЖдРфШДШѓЛЌзгЯЕЭГЬсГіПЩППадБЃеЯМАИФНјДыЪЉЁЃ
ЭЈЙ§Ъ§ПиИпЫйГхДВЙЪеЯЪїЗжЮі,ИјГіСЫРфШДШѓЛЌзгЯЕЭГЙЪеЯЪїЕзЪТМўЕФживЊЖШХХађЁЃИљОнХХађНсЙћПЩвдПДГіЃЌЕзЪТМў“гЭРфзАжУВЛжЦРф”ЁЂ“НгЭЗТЉгЭ”ЁЂ“гЭЙмТЉгЭ”ЕФИХТЪживЊЖШЕФХХађППЧАЁЃдкЪ§ПиИпЫйГхДВРњЪЗЙЪеЯЪ§ОнЕФЭГМЦжа,РфШДШѓЛЌзгЯЕЭГдкЙЪеЯВПЮЛЭГМЦжаЮЊЙЪеЯЦЕТЪZИпЕФзгЯЕЭГЃЌИУЭГМЦНсЙћгыЙЪеЯЪїЗжЮіНсЙћЯрЗћЁЃ
РфШДШѓЛЌзгЯЕЭГдкЙЪеЯФЃЪНЭГМЦжажївЊЕФЙЪеЯФЃЪНЮЊ“вКЁЂЦјЁЂгЭЩјТЉ”КЭ“гЭРфзАжУЮожЦРф”ЁЃдкЮЃКІадОиеѓжаЪєгкЮЃКІадГЬЖШНЯИпЕФЙЪеЯФЃЪНЁЃЫљвдЮЊЙЪеЯФЃЪН“гЭРфзАжУВЛжЦРф”ЁЂ“НгЭЗТЉгЭ”МА“гЭЙмТЉгЭ”ЬсГіШчЯТПЩППадБЃеЯМАИФНјДыЪЉНЈвщ:
Бэ2ПЩППадБЃеЯМАИФНјДыЪЉ
6змНс
БОЮФеыЖдЪ§ПиИпЫйГхДВЕФНсЙЙНјааСЫМђЕЅНщЩмЃЌжЎКѓЖдИпЫйГхДВЕФзгЯЕЭГНјааЗжРрНщЩмЃЌШЛКѓНјааСЫРфШДШѓЛЌзгЯЕЭГЕФЙЪеЯЗжЮігыбаОПЁЃНщЩмСЫГЃМћЕФгЭвКЗжЮіММЪѕдкИпЫйГхДВРфШДШѓЛЌзгЯЕЭГЙЪеЯеяЖЯжаЕФгІгУЁЃзмНсСЫвЛАугЭвКЗжЮіЕФЗНЗЈВНжшМАгХШБЕуЃЌВЂЧвеыЖдЮЃКІНЯДѓЕФСНжжЙЪеЯЬсГіСЫеыЖдадЗРжЮДыЪЉЁЃЕЋвЊЧаЪЕЬсИпЪ§ПиИпЫйГхДВЕФПЩППадЫЎЦНЛЙДцдквЛаЉВЛзуашвЊНјвЛВНЭъЩЦ,ДцдквЛаЉФбЬташвЊНјвЛВНЬНЫїЁЃ
ВЮПМЮФЯз
[1]СѕЫЎЦН,жьВЪСЋ,бюЪйжЧ.Ъ§ПиГхДВжаГЃгУМьВтдЊМўЕФЙЪеЯЗжЮігыЮЌао[J].ЛњДВгывКбЙ,2015,43(20):183-186.
[2]ГТЬЋЧэ.Ъ§ПизЊЫўГхДВЕФЮЌЛЄБЃбј[J].жаЙњЩшБИЙЄГЬ,2011(02):36-38.
[3]еХюИ,ЪЏЮЊШЫ. ЙЪеЯЪїЗжЮіЗЈдкЪ§ПиЛњДВЙЪеЯеяЖЯЯЕЭГжаЕФгІгУ[C]//.2004ШЋЙњащФтвЧЦїДѓЛсТлЮФМЏЃЈЖўЃЉ,2009:56-59.
[4]еХгЂжЅ,МжбЧжо,ЖХЧьСж,жьРшЛд.Ъ§ПиГхДВЙЪеЯЗжЮі[J].ЛњДВгывКбЙ,2004(09):187-188.
[5]еХгЂжЅ,МжбЧжо,еХбЇЮФ,ЖХЧьСж.Ъ§ПиГхДВЕФЙЪеЯИХТЪЗжВМФЃаЭ[J].МЊСжДѓбЇбЇБЈ(ЙЄбЇАц),2004(02):264-267.DOI:10.13229/j.cnki.jdxbgxb2004.
[6]еХИљБЃ,ЫяЯўЖЁ,ОЯЦМЛЊ,еХЛсНм,ГЬбвЫЩ.ФГИпЫйГхДВШѓЛЌЯЕЭГЛЗОГЪЪгІадбаОП[J].ЖЭбЙММЪѕ,2013,38(03):85-89.
[7]ЛЦезем.Ъ§ПиИпЫйГхДВЕФЙЪеЯЗжЮігыбаОП[D].МЊСжДѓбЇ,2013.
[8]РюЬЋИЃ.ИпЫйГхДВжїДЋЖЏЯЕЭГПЩППадЩшМЦММЪѕбаОП[D].ФЯОЉРэЙЄДѓбЇ,2012.
[9]ДїУїЗВ.гЭвКЗжЮіЙтЦзвЧбажЦЙиМќММЪѕМАЙтЦзЪ§ОнЗжЮібаОП[D].жаЙњМЦСПДѓбЇ,2020.DOI:10.27819/d.cnki.gzgjl.2020.000120.[10]
[10]ХгаТгю,уЦзкЧь.ЛњаЕЩшБИжЧФмЛЏгЭвКЗжЮіММЪѕбаОПЯжзД[J].вКбЙгыЦјЖЏ,2020(09):56-66.
[11]бюЪЫЭЈ. ЛљгкгЭвКЗжЮіЕФЙЄГЬЛњаЕзДЬЌМьВтММЪѕбаОП[D].ЪЏМвзЏЬњЕРДѓбЇ,2018.

